|
一、简介
滤芯折纸机械用于加工各种汽车空调过滤器、汽油过滤器的纸张折叠,该设备操作简单,折叠速度快。该设备还配备有纸张加湿和烘干工艺保证纸张的韧性,对纸张质量要求低。操作员还可以自由设定折数,计数达到后输出标记,方便后期人工裁切。
二、工艺要求
该设备主要分为压褶子轴、拉纸轴、折叠轴。根据所加工滤芯直径的不同,压褶轴的褶痕(褶痕:纸张折叠前需要先用两个滚筒碾压出痕迹,方便后面折叠器折弯)的高度和褶数也不一样,操作员根据褶痕需人工要更换压褶轴上的滚筒。那滚筒直径的变化和折痕高度的变化,引起其他工作轴线速度要根据一定比例匹配上。
三、方案
该控制系统主要采用维控人机界面LEVI-700LK,PLC主机采用LX3V-1412MT构成。压褶轴与拉纸轴采用变频器控制。压褶轴加编码器测速,面板电位器给定频率。拉纸轴频率由压褶轴编码器测速获得,MODBUS通讯给定。折叠轴使用步进电机,采用脉冲+方向控制,频率最高可达200KHZ。加热部分采用温控仪表设置温度高低。
控制要点:
M0轴与M1轴的速度关系—如下图所示设备。以M0为主轴使用外部面板的电位器调节转速,M1轴随M0轴的线速度加快而加快。正常运行时M0、M1轴保持相同的线速度,但是启动刚开始时M1线速度要比M0轴的线速度稍快(不然会造成纸张拉不紧,影响产品外观),通过调节M0、M1轴的变频器加减速时间可解决该问题。
M0轴与M2轴的速度关系-如下图。M2轴出厂时折叠轴配备12个折叠齿固定不变。M2轴运行速度由M0轴的褶高和折数计算得出。已知M0轴的褶高、折数和运行速度可以得出每秒钟压出几个褶,进而可推算出,M2轴每秒需要转动几个褶高,最后转换成M2的运行频率。

四、程序简要介绍
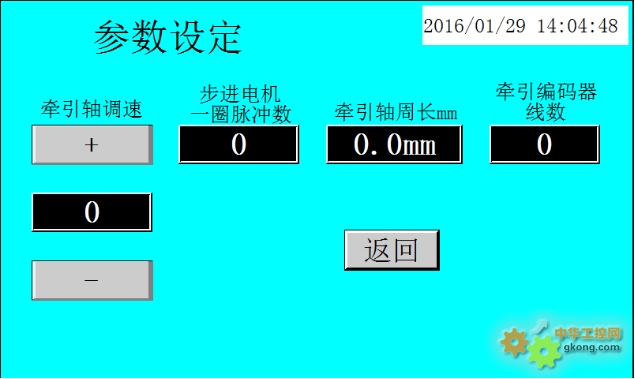
HMI程序

PLC部分程序:
定时中断测速程序

速度关系计算使用浮点数,计算准确误差小。

MODBUS通讯,参数程序放至子程序调用运行,提高主程序运行效率。

五、工程总结
1、该设备主要是通过程序上调整从而获得匹配的线速度,之前设备是靠单纯机械齿轮调节线速度,操作人员更换压褶轴时要更换整套的传动齿轮。相比之下PLC控制具有很强的灵活性、节约成本、调试方便、机械噪音小,生产效率高等优势。
2、程序中到了通讯指令、高脉冲输出指令、高速计数指令、定时中断等指令。经过时间验证维控PLC运行可靠、稳定,并且编程上简单易学。
六、视频
http://v.qq.com/page/w/s/a/w01910414sa.html
http://v.qq.com/page/k/v/3/k0191j3vrv3.html
|

