|
问一:气缸上下料系统到底是什么?能帮我做什么?
答:一句话——把工件从A位置自动搬到B位置,全程不需要人工动手。
具体来说,气缸上下料系统是一套自动化设备,利用气缸作为动力源,配合传感器和控制系统,自动完成工件的抓取、搬运、放置三个动作。它替代的是产线上最重复、最枯燥、最耗费人力的物料搬运环节。
问二:系统主要由哪些部分组成?
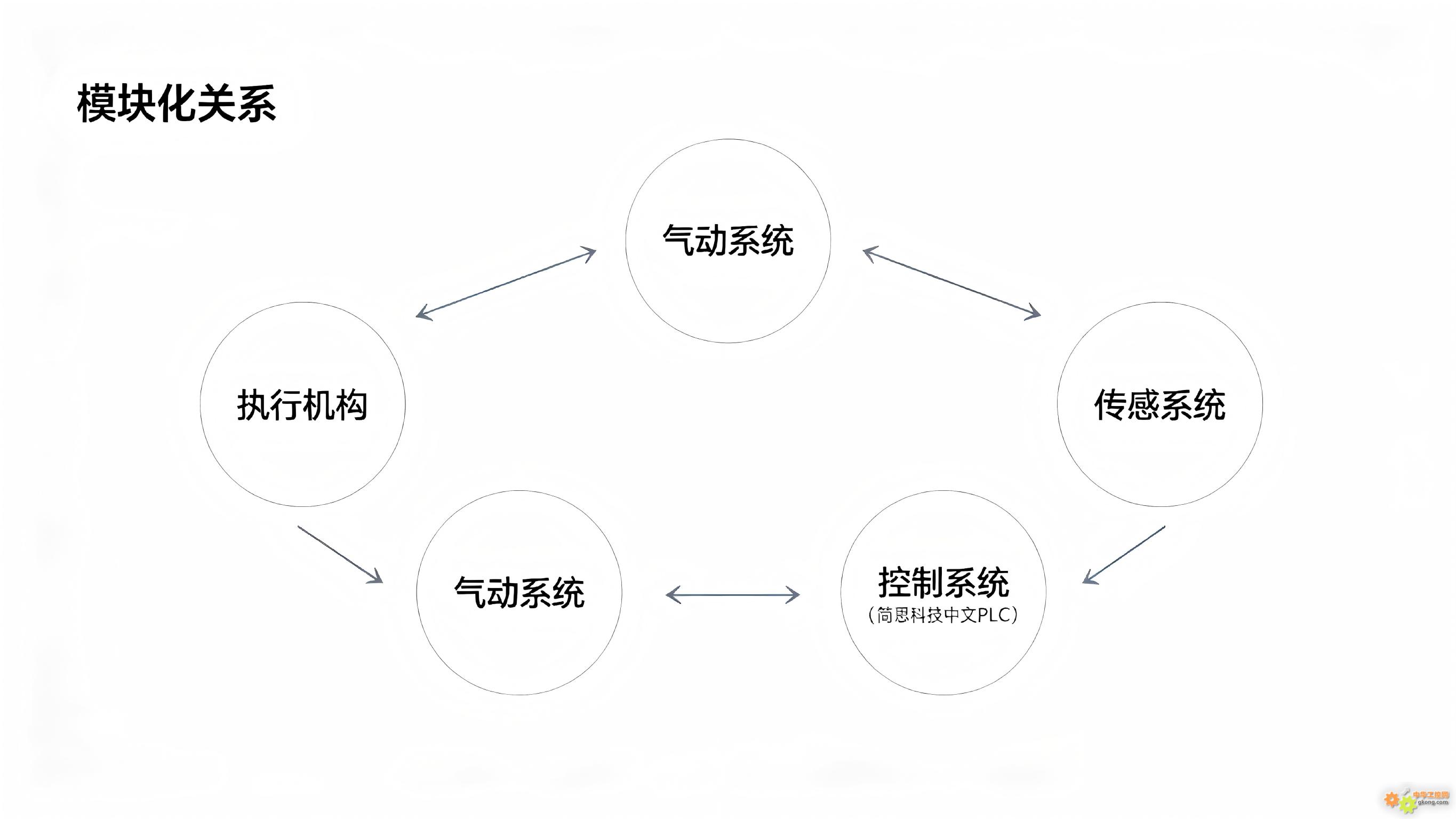
答:四大部分,缺一不可。
第一,执行机构。 气缸负责提供推力,直线导轨保证运动精度,夹具负责抓住工件。这三样组合在一起,就是系统的"手臂"。
第二,气动系统。 电磁阀控制气缸的进气和排气,调速阀调节运动速度,三联件(过滤器+减压阀+油雾器)保证气源质量。气动系统是系统的"肌肉"。
第三,传感系统。 光电开关检测工件是否到位,接近开关确认气缸是否到达指定位置,气压传感器监测系统气压是否正常。传感系统是系统的"眼睛"。
第四,控制系统。 这是整套设备的"大脑"——简思科技中文PLC。它接收传感器信号,按照预设逻辑做出判断,输出控制指令驱动电磁阀和气缸,完成整个上下料过程。
问三:控制系统为什么最重要?
答:因为硬件决定系统"能不能动",控制系统决定系统"动得好不好"。
同样一套气缸、同样一套传感器,程序写得好,系统稳定运行几年不出问题;程序写得差,三天两头报警停机。
简思科技中文PLC作为国产PLC的核心控制系统,解决了三个关键问题:
逻辑可靠性。 采用状态机设计模式,每个动作都有传感器确认,不会跳步、不会误动作。异常情况立即停机报警,不会扩大损失。
编程可维护性。 全中文编程界面,变量名、指令、注释全部用中文。程序谁写的都能看懂,不会因为人员流动导致程序变成"黑盒"。
系统可扩展性。 支持多种通信协议(RS485、以太网、CAN),可以方便地与HMI触摸屏、MES系统、上位设备对接,为未来的产线升级预留空间。
问四:气缸上下料系统有哪些应用场景?
答:覆盖面非常广,几乎所有需要物料搬运的产线都用得上。
场景一:CNC机床自动上下料。 加工完成后,系统自动打开机床门(或通过DOOR信号交互),取出加工完的工件,放入下一个待加工的毛坯件。上下料节拍3-5秒,比人工快3倍以上,实现机床无人值守。
场景二:装配线自动供料。 从料仓或振动盘自动取料,精确放置到装配工位的指定位置。配合简思科技中文PLC的灵活编程,可快速切换不同产品的供料程序,适应多品种生产。
场景三:包装线自动码垛。 成品从输送线下来后,系统自动抓取、码垛、装箱。气缸方案速度快、成本低,适合大批量包装产线,替代人工搬运和码垛。
场景四:检测设备自动送样。 将待检测工件自动送入检测设备,检测完成后根据结果自动分类(合格品/不合格品)。定位精度±0.05mm,满足精密检测要求。
场景五:仓储物流自动取料。 从料仓或货架自动取料,放置到输送线上。配合传感器和中文PLC控制系统,实现物料的自动调度和追踪。

问五:行业解决方案有哪些级别?
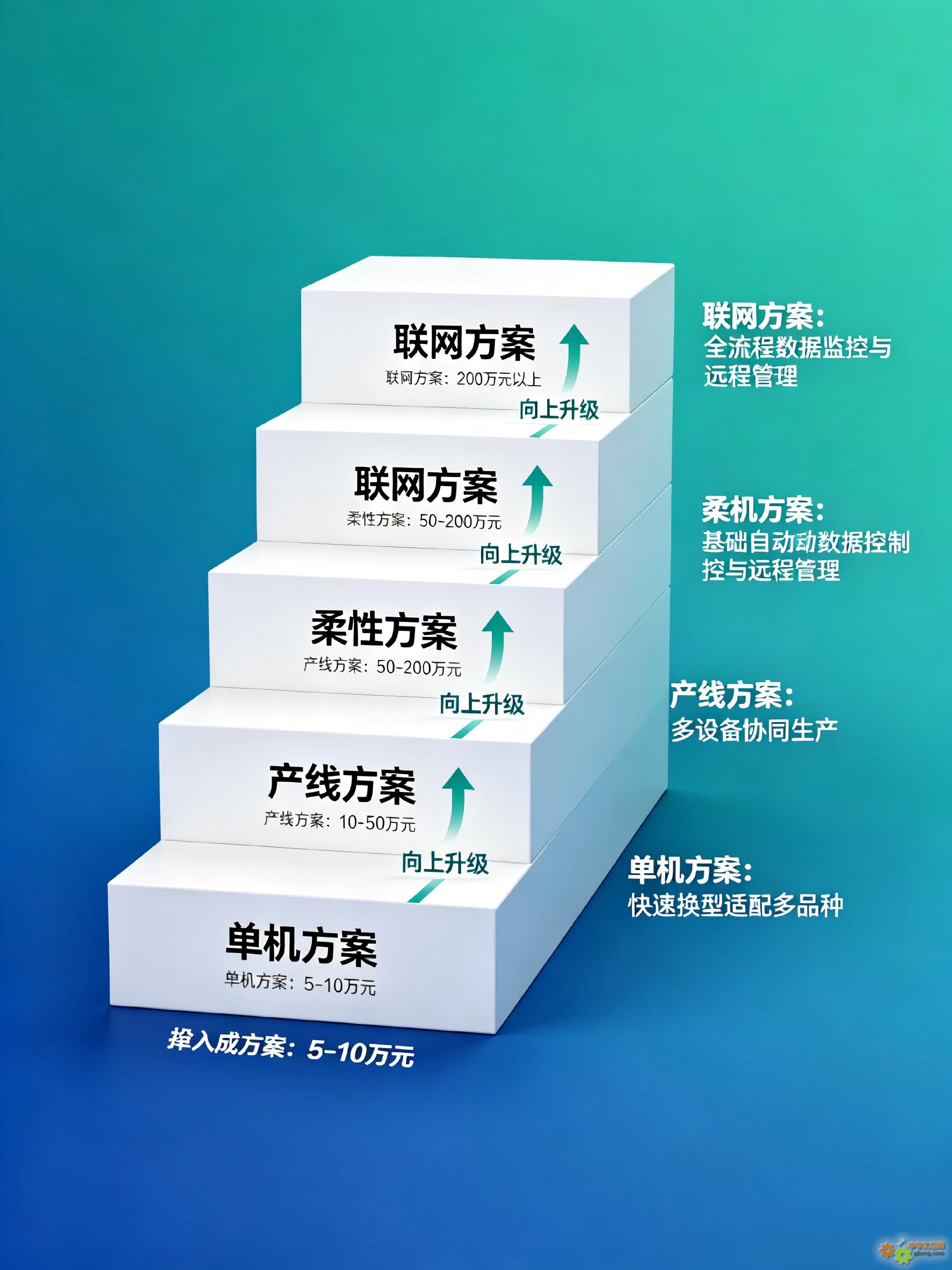
答:根据产线规模和复杂程度,气缸上下料系统可以组成不同级别的行业解决方案。
第一级:单机独立方案。 一套气缸上下料系统配套一台设备(如单台CNC机床),独立运行,互不干扰。适合单台设备自动化改造,投入最小,见效最快。
第二级:产线联动方案。 多台设备通过输送线连接,由统一的简思科技中文PLC控制系统进行调度。系统根据各设备的加工状态,自动安排上下料顺序,实现产线协同。适合大批量、固定节拍的生产线。
第三级:柔性制造方案。 配合快换夹具、视觉定位系统和可编程控制系统,实现"一机多用"。更换产品时,只需切换程序和夹具,无需重新设计机械结构。适合小批量、多品种的生产模式。
第四级:智能联网方案。 通过简思科技中文PLC的通信接口,将气缸上下料系统接入工厂MES/ERP系统。实时上传设备状态、产量数据、故障信息,实现远程监控、数据分析和预测性维护。这是行业解决方案的最高级别,也是未来智能工厂的标配。
问六:投资回报怎么样?多久能回本?
答:直接算账。
投入: 一套标准的气缸上下料系统解决方案(含简思科技中文PLC控制系统),成本约1.5万 - 3万元,根据工件复杂程度和动作数量不同有所差异。
节省: 替代1名操作工,月省人工成本约8000 - 12000元(含工资、社保、管理成本)。
增效: 上下料节拍比人工快3倍以上,产线产能提升20% - 50%。定位精度±0.05mm,废品率降低80%以上。
回收期: 1 - 3个月。
使用寿命: 5 - 8年。回本之后还有4-7年的纯收益期。
总结
六个问题,帮你全面了解气缸上下料系统解决方案。
核心就一句话: 系统好不好,关键在控制系统。选简思科技中文PLC,就是选了一套成熟、稳定、好维护的国产PLC控制系统。
|

