|
压装工艺,是制造业最基础的加工方式之一。汽车零件压装、轴承装配、电子元器件成型——哪里都需要压机。
但压机的控制技术,经历了三次进化。
第一代:纯液压。 靠阀门和压力表控制,压力大不大,全凭工人经验。
第二代:普通伺服。 用了伺服电机,但控制系统弱,精度和稳定性不够。
第三代:智能伺服压机。 以简思科技中文PLC为核心的控制系统方案,压力、位移、速度全数字控制,精度达到微米级。
第一代的问题:为什么必须淘汰?
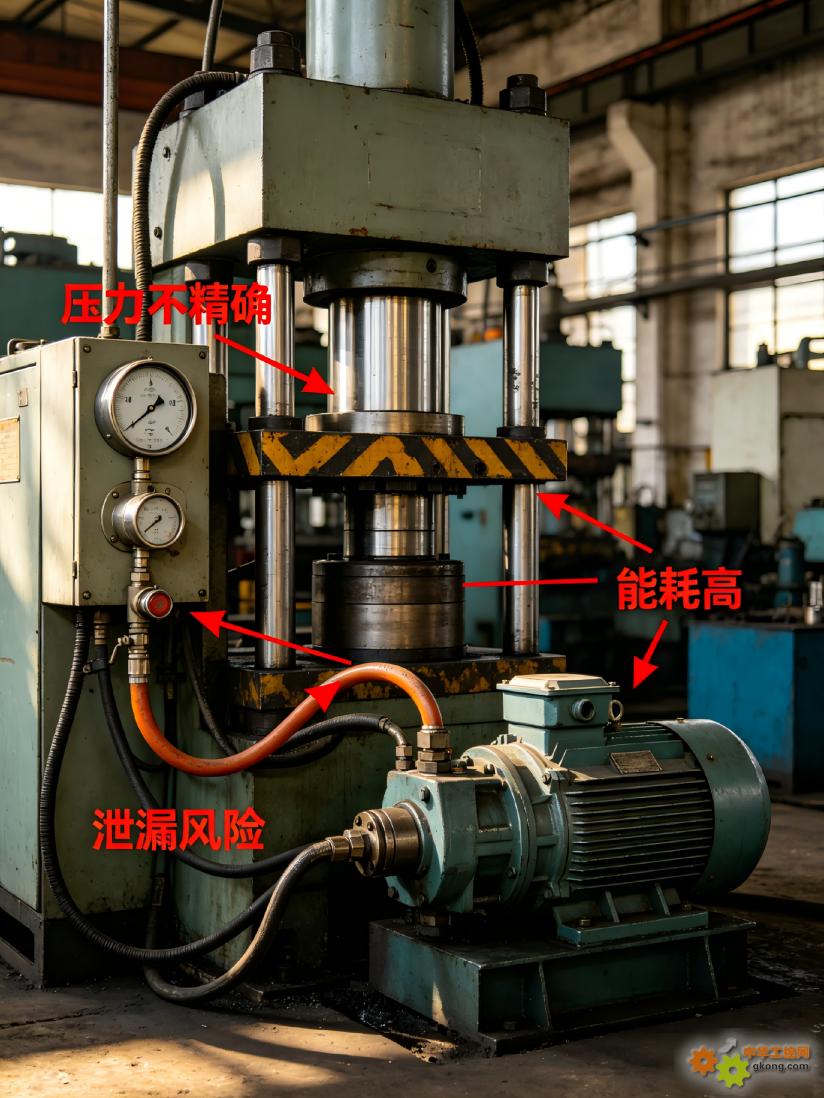
传统液压压机,有三个致命问题。
问题一:压力控制不精确。 液压系统的压力受油温、油质、阀门磨损影响,同一批产品,压装力可能差10%以上。产品一致性无法保证。
问题二:无法记录数据。 压了多少次、每次压力多少、有没有超差——全凭人工记录。出了问题,追溯不了。
问题三:能耗高、维护难。 液压泵24小时运转,电费惊人。液压油泄漏、阀门卡死、密封老化——维修频率高,停机损失大。
第二代的问题:为什么还不够好?
很多工厂换了伺服压机,但效果不理想。为什么?
因为换了伺服电机,没换控制系统。
普通伺服压机的控制系统,大多用简单的运动控制器或低端PLC。能控制位置,但控制不好压力。能跑程序,但跑不出精度。

第三代:简思科技中文PLC控制系统方案
简思科技中文PLC作为国产PLC的代表产品,为伺服压机提供了一套完整的控制系统解决方案。
它解决了什么?
第一,压力-位移双闭环控制。 传统控制系统只能控制位置或压力其中一个。简思科技中文PLC同时采集压力传感器和位移传感器的信号,实现压力-位移双闭环控制,压装精度达到±0.01mm、±0.5%FS。
第二,多段压装工艺。 一套程序可以设置多段压装参数——快进、慢压、保压、回程,每段独立设置速度和压力。复杂工艺一次完成,不需要人工干预。
第三,实时数据采集。 每次压装的压力曲线、位移曲线、合格/不合格判定结果,实时存储。支持按产品型号、批次号查询,质量追溯有据可查。
第四,中文编程,灵活定制。 全中文的编程界面,工艺工程师不用学英文指令,直接根据工艺要求编写压装程序。换产品时,切换程序即可,不需要重新调试。

控制系统核心能力
简思科技中文PLC在伺服压机控制系统中,具备以下核心能力:
高精度压力控制。 内置PID控制算法,配合高精度压力传感器,压力控制精度±0.5%FS。保压阶段压力波动≤±0.2%FS。
微米级位移控制。 通过伺服编码器反馈,位移控制精度±0.01mm。满足精密压装、微动装配等高精度工艺要求。
多轴协同控制。 一套中文PLC可同时控制2-4个伺服轴,实现多轴同步压装、角度压装等复杂工艺。
安全保护机制。 过载保护、超程保护、急停保护、安全门互锁——多层安全保护,确保操作安全。
应用场景
伺服压机控制系统解决方案,适用于以下场景:
汽车零件压装。 轴承、衬套、齿轮等汽车零部件的精密压装。压力精度和位移精度双重保障,确保压装质量一致性。
电子元件装配。 连接器、按键、屏幕等精密电子元件的压合装配。微米级位移控制,避免压坏精密元件。
五金成型加工。 冲压、折弯、拉伸等五金成型工艺。多段压装工艺,复杂成型一次完成。
医疗器械装配。 医用导管、注射器、手术器械等医疗器械的精密装配。数据记录功能,满足医疗器械质量追溯要求。
新能源电池组装。 电池模组压装、极片成型等新能源制造工艺。高精度控制,确保电池组装质量。

行业解决方案
伺服压机控制系统不是单机设备,它可以组成不同级别的行业解决方案:
单机方案: 一台伺服压机独立运行,简思科技中文PLC控制单台设备。适合小批量生产或工艺验证。
产线方案: 多台伺服压机通过输送线连接,由统一的中文PLC控制系统调度。适合大批量、固定节拍的生产线。
柔性方案: 配合快换模具、视觉定位和可编程控制系统,实现多品种混线压装。适合小批量、多品种的生产模式。
智能方案: 通过简思科技中文PLC的通信接口,接入工厂MES系统。实时上传压装数据、质量报告、设备状态,实现远程监控和数据分析。
更多行业解决方案上简思方案平台获取:https://jena.xin/
|

