|
很多工厂在搞自动化的时候,都会遇到同一个问题:主机设备买回来了,气缸也装好了,但上下料就是跑不顺——要么卡料、要么节拍对不上、要么换了产品就要重新调半天。
问题出在哪?大多数时候不在气缸本身,而在控制系统。
1 先搞清一件事:气缸上下料到底在控制什么
气缸只有两个状态——伸出和缩回。看起来很简单,但放到产线上,至少涉及四个维度的控制:
时序控制:什么时候伸、什么时候缩,必须和主机动作严丝合缝。
位置控制:气缸到位后,工件能不能精准落在加工位上。
联锁控制:气缸没到位,主机不能启动;主机没完成,气缸不能动作。
异常控制:卡料、漏气、传感器失效,系统能不能自动识别并处理。
这四件事,靠继电器和定时器搞不定,必须有一套可编程的控制系统。
2 简思科技怎么做的
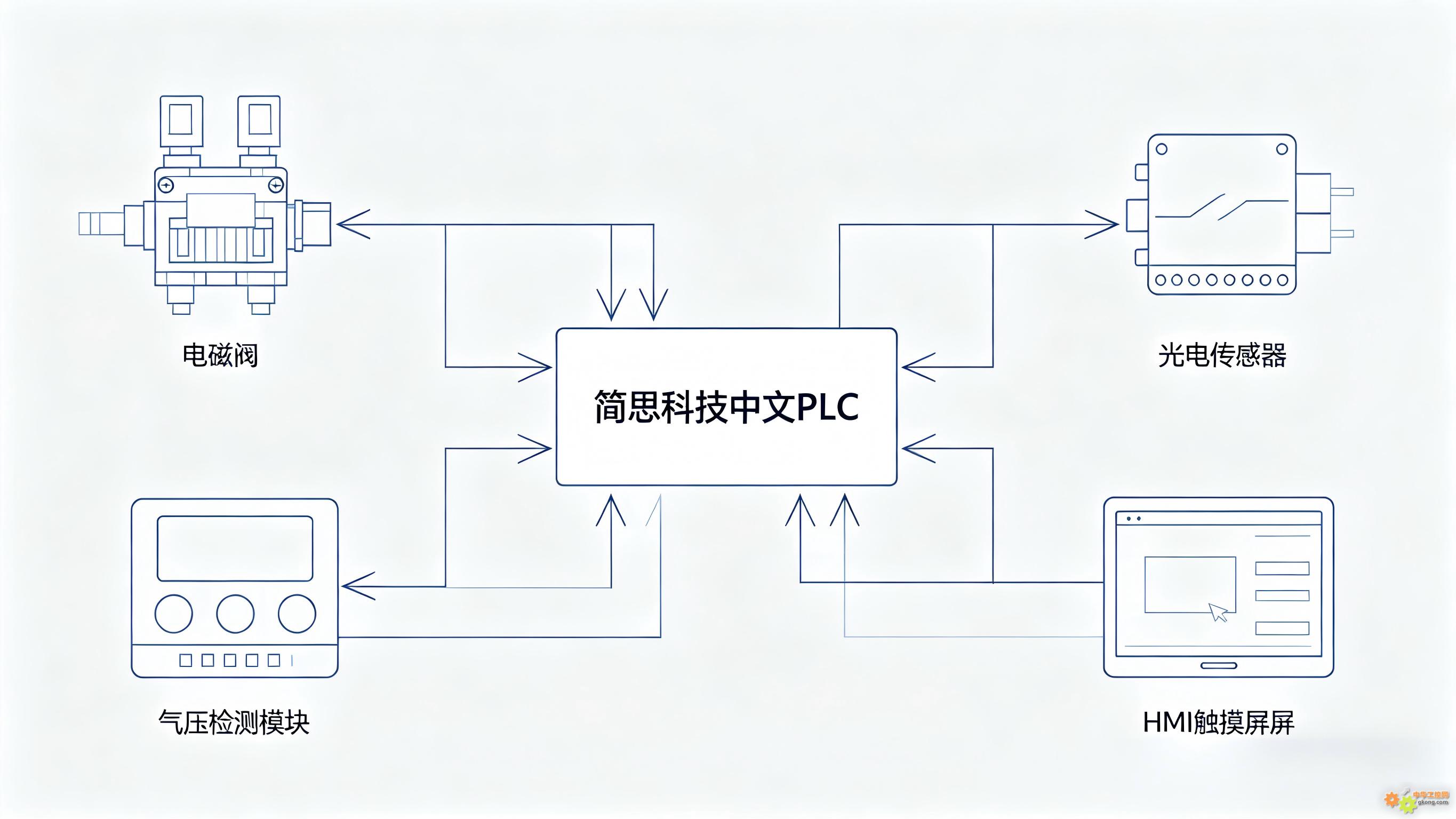
简思科技的气缸上下料控制系统,架构很清晰:
控制器层:采用自研中文PLC,所有逻辑判断、时序控制、异常处理都在PLC内部完成。
执行层:PLC输出信号控制电磁阀,电磁阀驱动气缸动作。气缸伸出/缩回的速度可以通过节流阀微调。
感知层:光电开关、磁性开关、气压传感器实时反馈状态给PLC,形成闭环。
交互层:HMI触摸屏显示当前步骤、各气缸状态、报警信息,支持配方切换和参数修改。
整套系统不依赖云端、不依赖外部服务器,断网也能独立运行,完全适配工厂现场的使用习惯。
3 一个标准循环,拆解给你看
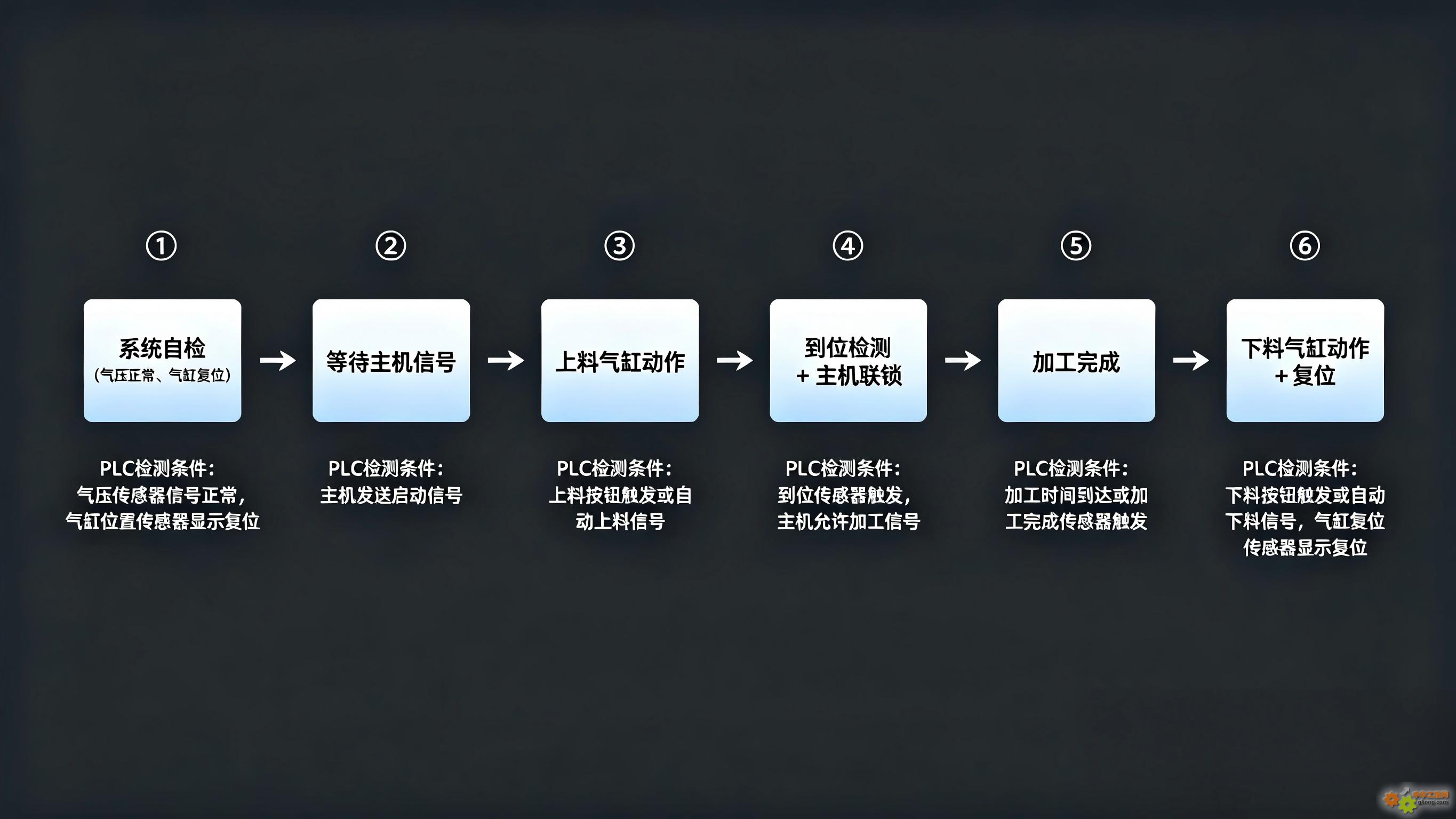
以一台CNC机床的上下料为例,一个完整循环:
Step 1 自检:PLC检测气压是否在设定范围(通常0.4-0.6MPa),气缸是否处于初始位置。不满足则报警,不进入下一步。
Step 2 等待信号:主机完成上一个工件加工,发出"加工完成"信号。
Step 3 上料:上料气缸伸出,将待加工工件推入机床卡盘。磁性开关检测到气缸到位后,PLC向主机发送"工件已就位"信号。
Step 4 加工联锁:主机开始加工。此期间PLC锁定所有气缸动作,防止误操作。
Step 5 下料:主机发出"加工完成"信号,下料气缸伸出,将成品推出。
Step 6 复位:上下料气缸全部缩回,系统回到待机状态,等待下一个循环。
每个步骤都设有时限。比如上料气缸伸出超过设定时间(如500ms)仍未到位,PLC自动触发报警并停机,避免干摩擦或撞机。
4 哪些场景在用
气缸上下料控制系统的应用覆盖面很广:
CNC加工中心:替代人工装夹,一人可看管3-5台设备。
冲床/液压机:自动送料入模,消除人工送料的安全隐患。
注塑机:开模后自动顶出成品,配合输送带实现连续生产。
检测分拣线:根据传感器判断良品/不良品,气缸推入不同通道。
装配线:将零件推入装配工位,配合压装、铆接等工序。
5 方案怎么配,看你的产线处于什么阶段
简思科技提供三种配置方案:
单机改造:适合已经有机床/冲床,想加个上下料功能的工厂。一套中文PLC + 电磁阀 + 气缸 + 传感器,1-2天即可完成改造。
多机联动:适合有2-4台同类型设备的产线。每台设备独立PLC,通过CAN总线或以太网互联,由一台上位机统一调度,保证节拍同步。
整线集成:适合新建产线或大规模改造。从PLC到上位机到MES系统,全流程打通,生产数据实时上传,支持远程监控和报表分析。
6 为什么选中文PLC
国产PLC方案很多,简思科技选择做中文PLC,出发点很直接:
工厂里真正懂工艺的电气人员,不一定熟悉英文编程指令。把控制逻辑用中文表达,降低了学习门槛,缩短了调试周期,也减少了后期维护的沟通成本。
更重要的是,简思的中文PLC支持深度定制。你的产线有什么特殊工艺要求,我们可以直接在控制逻辑里实现,而不是让你去适配一套标准化产品。
更多行业解决方案使用简思科技行业解决方案平台中获取:https://jena.xin/
|

