|
自动化产线上被忽略70%的动作:上下料
一台CNC加工中心,主轴切削时间只占40%,剩下60%在等工件、等夹具、等搬运。
一条组装线,工人最多的动作不是拧紧螺丝,而是拿零件、放工件、取成品。
上下料——自动化产线上发生频率最高、却最容易被忽视的环节。
气缸上下料看似简单:一个气缸推出去,工件到位了,收回来。但真正把这件事做好,控制系统的细节决定了整条产线的节拍和稳定性。
简思科技的气缸上下料控制系统,把这件"简单事"做到了极致。
气缸上下料,真没那么简单
如果你把气缸上下料理解成"通电动、断电停",那问题就来了:
定位不准——气缸推到位了,但工件偏移了0.5mm,下一道工序装不上。
节拍不稳——气压波动导致气缸速度时快时慢,整条产线节奏被打乱。
柔性不够——换一款产品,气缸行程不一样,整条线重新调试。
故障难排查——气缸没到位,是传感器问题、电磁阀问题、还是气压问题?
这些问题的根源,不在气缸本身,而在控制系统。
简思科技国产PLC气缸上下料控制系统,从四个维度解决上述问题:
精确定位——气缸配备磁性开关或位移传感器,PLC实时检测气缸位置,定位精度±0.05mm。工件未到位,不执行下一步。
速度调节——通过比例阀或调速阀控制气缸伸出速度,PLC根据工件重量和材质动态调整,避免冲击损伤。
柔性切换——不同产品对应不同的气缸行程、速度、等待时间参数,存储在PLC工艺配方中,换产品一键切换。
状态监控——气压检测、气缸到位检测、夹爪开合检测,任何环节异常即时报警并锁定,防止不良品流入下一工序。
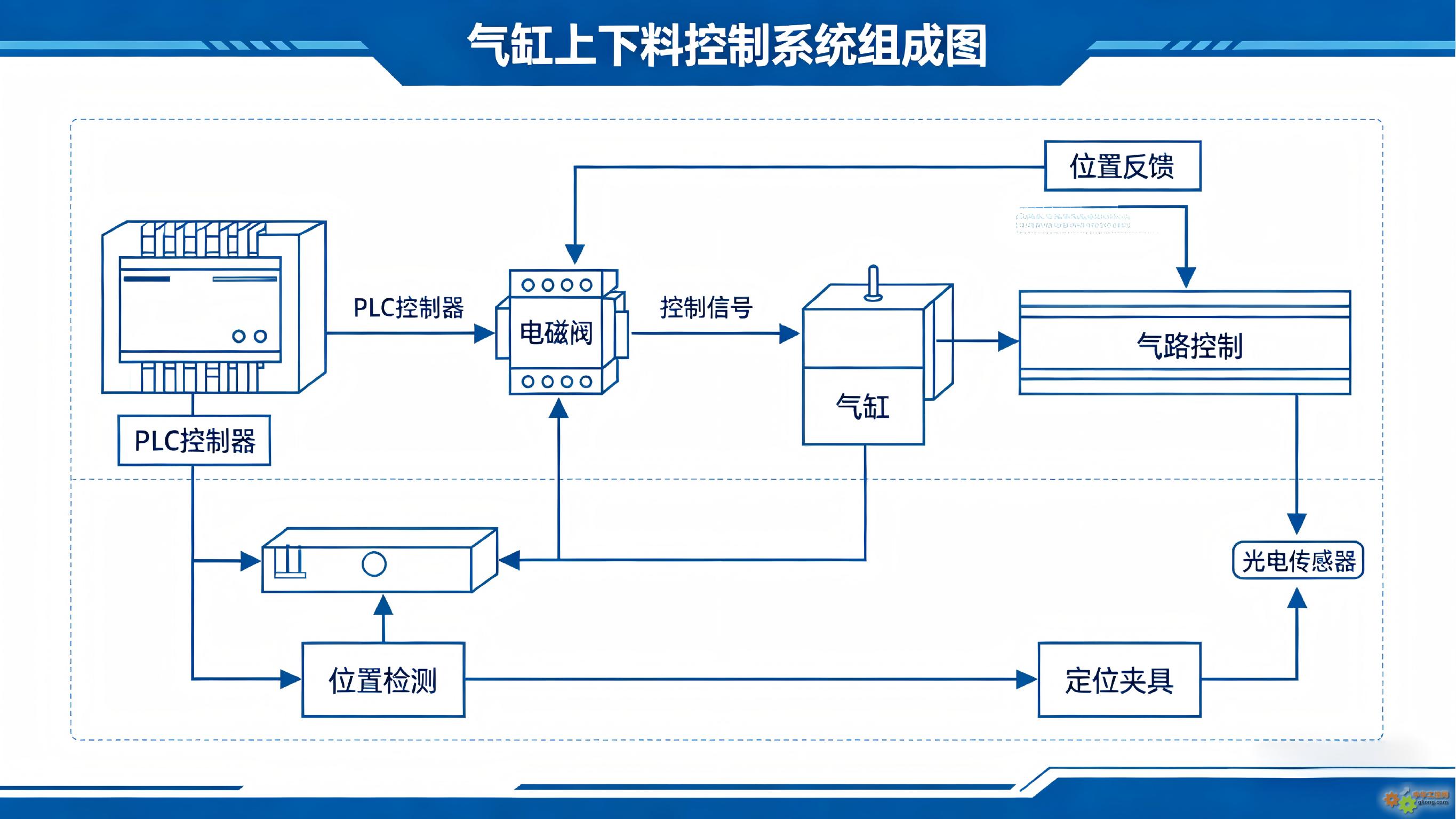
系统解决方案:上下料的三层架构
简思科技提供的不是"气缸+电磁阀"的硬件组合,而是完整的控制系统解决方案,分为三层:
感知层:看得清
光电传感器检测工件有无,气缸磁性开关检测执行到位,压力传感器监控气源状态,视觉传感器(可选)检测工件姿态。所有感知信号接入PLC。
控制层:算得准
简思科技中文PLC作为控制核心,执行上下料逻辑:判断工件状态→触发气缸动作→检测到位信号→确认完成→进入下一步。整个流程PLC以毫秒级周期循环执行。
执行层:动得稳
标准气缸、旋转气缸、手指气缸、真空吸盘等多种执行机构,通过电磁阀由PLC统一控制。根据工艺需求灵活组合,直线推料、旋转上料、真空吸附均可实现。
三层协同,一套系统完成上下料全流程。
应用场景:从单机到产线的完整覆盖
气缸上下料控制系统的价值在于通用性。简思科技的方案已覆盖以下场景:
CNC加工上下料——工件自动装入夹具、加工完成自动取出,配合机械手或桁架实现无人值守加工
传送带分拣——气缸推料机构将传送带上的工件按规格分流,PLC根据传感器信号实时判断并控制推料动作
AGV对接工位——AGV小车到位后,气缸推杆将物料从车身推至产线,PLC与AGV系统通信协调动作时序
多工位旋转台——气缸驱动旋转台分度定位,每个工位完成不同工序,PLC精确控制分度角度和停留时间
自动锁螺丝机上下料——工件送入、夹具夹紧、锁付完成、工件退出,气缸配合PLC完成全套动作
一套中文PLC控制系统,通过配置不同的I/O程序和工艺参数,适配上述所有场景。
行业解决方案:不同行业,不同打法
汽车行业——压铸件上下料,工件重量大、节拍要求高,PLC控制系统配合大缸径气缸,实现稳定可靠的自动上下料
3C电子——手机壳、笔记本外壳加工上下料,工件精密怕划伤,PLC控制气缸低速轻柔动作,真空吸盘替代机械夹爪
五金加工——冲压件、钣金件上下料,工件形状不规则,PLC配合视觉检测实现智能识别和姿态校正
食品饮料——包装瓶、包装盒上下料,卫生要求高,气缸采用食品级密封,PLC控制系统支持CIP清洗模式
简思科技针对每个行业的特殊需求,在标准系统基础上做针对性优化,既保证系统通用性,又满足行业特殊性。
中文PLC:让上下料控制"看得见、改得了"
很多工厂的气缸上下料程序是"黑盒"——供应商写的英文程序,自己的电气工程师看不懂、改不了。换个产品、调个参数,都要等供应商远程支持。
简思科技国产PLC的方案完全不同——全中文编程界面,上下料逻辑一目了然:
"检测到工件到位信号"→"触发气缸伸出"→"等待气缸到位"→"确认完成"→"进入下一工序"
一线电气工人看得懂、会修改、能排查。这才是真正的自主可控。
自动化产线的竞争力,不在某一个高端设备,而在每个细节都做到位。
上下料是产线上最基础的动作,也是最高频的动作。把这个基础动作做好,整条产线的效率自然提升。
简思科技——用中文PLC+国产PLC控制系统,让每一次气缸动作都精准、稳定、可控。
想要获取更多行业解决方案上简思行业解决方案平台获取:https://jena.xin/
|

