|
 工厂产线上,最容易被忽视的环节是什么?上下料。 工厂产线上,最容易被忽视的环节是什么?上下料。
大多数工厂的上下料还在靠人工——工人把工件放上去、取下来,重复、枯燥、容易疲劳。一疲劳,节拍就乱;一乱,整条线跟着慢。
简思科技推出的气缸上下料控制系统,用一套全中文可编程逻辑控制器(中文PLC),把上下料这个"小环节"变成产线上最稳定的"大环节"。
从"人等机器"到"机器等人"
传统产线的节奏是"人等机器"——机器加工完,等工人放下一件工件。人的速度跟不上机器,产线效率就被 bottleneck 了。
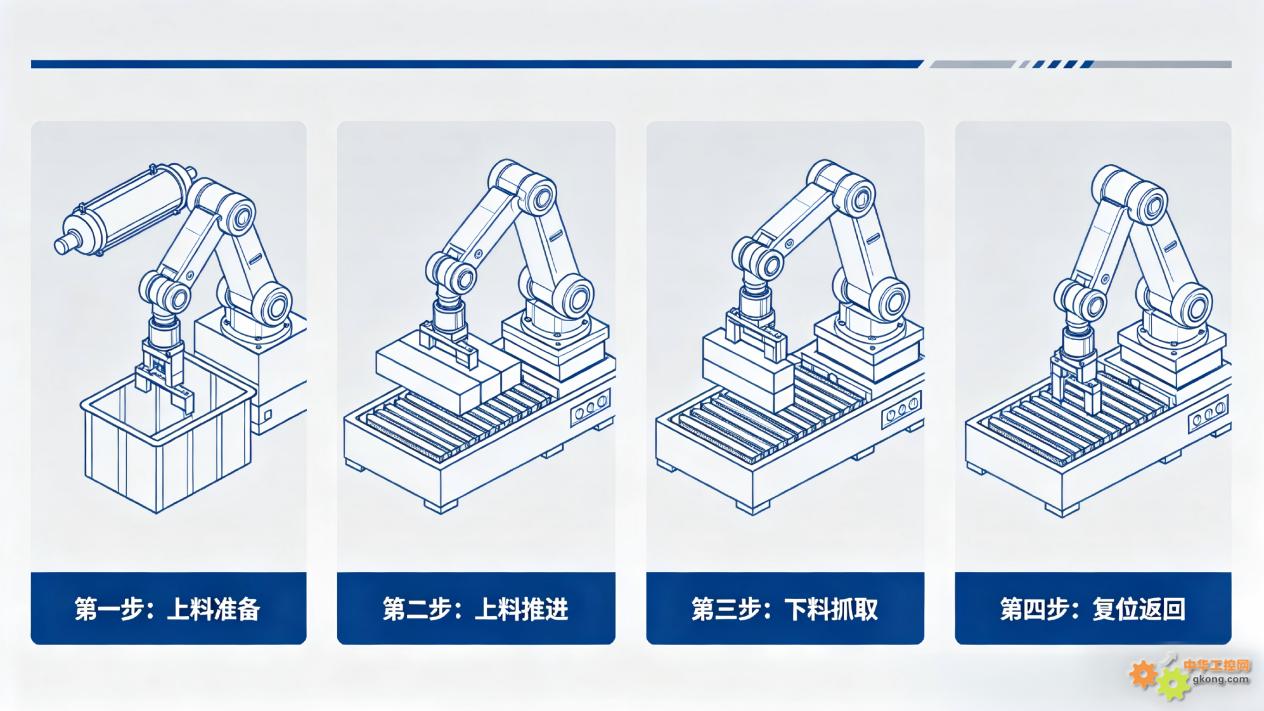
气缸上下料控制系统的核心逻辑恰恰相反:让机器先等工件到位,加工完自动切换下一位,全程无人干预。工人只需要在源头备料、在末端收料,中间环节全部由气缸自动完成搬运、定位、夹紧、释放。
 控制系统:不是简单的"通气就动" 控制系统:不是简单的"通气就动"
很多人以为气缸上下料很简单——通气、伸出、缩回,完了。但真要放到产线上稳定运行,没那么简单。
简思科技这套气缸上下料控制系统,核心是三个能力:
精准定位:通过光电传感器+磁性开关,实时检测气缸行程位置,配合伺服或步进驱动实现物料台的精确定位,重复定位精度±0.05mm。
中文PLC编程:所有逻辑控制、时序安排、异常处理,全部在简思科技中文PLC上完成。梯形图编程、中文注释、中文报错,电气工程师不需要任何英语基础就能调试和维护。
智能协同:气缸动作与加工设备(CNC、压机、检测设备)通过IO或通讯协议无缝联动。上料到位→设备加工→加工完成→下料取出→物料流转,全流程自动衔接。
哪些场景最需要?
气缸上下料不是"锦上添花",而是"雪中送炭"。以下场景用了就回不去:
CNC加工中心:工件装夹频繁、单件加工时间长,人工上下料效率低且容易划伤工件。气缸自动上下料后,一台机床可以24小时无人值守运行。
冲压/压装产线:工件需要精确定位放入模具,人工放置偏移导致废品。气缸上下料保证每次放置位置一致,废品率直线下降。
检测设备:工件需要逐个送入检测工位,人工操作节拍不稳定。气缸按固定节拍输送,检测效率提升40%以上。
装配产线:多个工位之间需要传递工件,人工传递容易漏序、错序。气缸自动流转,配合中文PLC程序确保每个工件经过正确的工序。
包装产线:成品从产线末端抓取、码垛、装箱。气缸上下料配合简单夹具,取代重复性人工搬运。
系统解决方案,不拼凑
简思科技交付的不是一堆气缸和电磁阀,而是一套完整的系统解决方案。交付内容包括:
气缸选型与布局方案(根据工件尺寸、重量、节拍定制)
中文PLC控制程序(包含所有逻辑、报警、联锁)
气路系统设计(电磁阀、过滤器、调压阀配置)
传感器配置与接线方案
现场调试与操作培训
客户拿到的是调试完毕、可直接投入生产的完整系统。不需要自己买气缸、写程序、接线、反复试错。这套"交钥匙"模式,让中小工厂也能用得上自动化。
 国产PLC的优势在"现场" 国产PLC的优势在"现场"
气缸上下料看起来简单,但真正考验的是控制系统的稳定性和可维护性。进口PLC参数漂亮,但现场出了问题,工程师面对全英文界面排查故障,效率大打折扣。
简思科技中文PLC的现场优势非常明显:
报警信息全中文:气缸未到位、传感器异常、气压不足,直接显示中文提示,不用查手册
程序注释全中文:后续维护人员打开程序就能看懂逻辑,不需要猜每个变量代表什么
技术支持国内:远程诊断+现场服务,问题不过夜
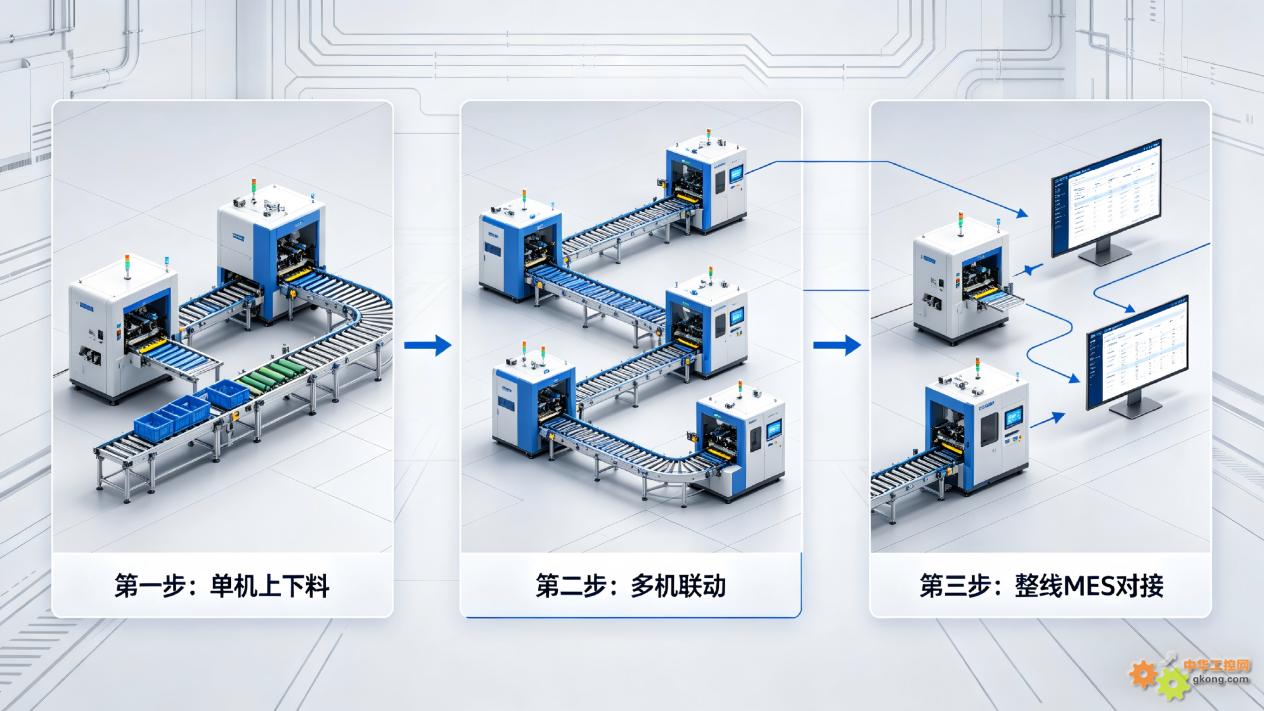
从上下料到整线智能化
气缸上下料控制系统是产线自动化的"第一块多米诺骨牌"。上下料自动化了,下一步自然想到加工自动化、检测自动化、仓储自动化。
简思科技的中文PLC平台,从一套上下料系统到整条产线的集中控制,程序架构可以平滑扩展。不需要推倒重来,不需要更换控制器,在原有系统上叠加即可。
这才是国产PLC真正的价值——不是替代进口,而是让自动化从"贵且难"变成"便宜且简单"。
更多行业解决方案上简思行业解决方案平台https://jena.xin/
|

