
LOGO! 故事会-LOGO! 在真空负压吸引系统中的应用
1. 了解LOGO!
本人自2005年开始接触PLC,当时学的是S7–200。2006年,医院对真空负压吸引系统进行改造,采用两台西门子2BV5131水环式真空泵淘汰老式油循环式真空泵,改用PLC对老式采用继电器控制的电器控制柜进行改造。当时感觉采用S7–200有点大材小用。后无意中在书店购得一本《深入浅出西门子LOGO!》,经过学习,发现使用LOGO!的性价比高于S7–200,此后先后用LOGO!改造了医院5处真空负压吸引电器控制柜,2台中央空调电器控制柜,3处污水处理电器控制柜。各处系统运行至今保持良好。本文以最近对合作医院的真空负压吸引系统(采用2BV5111水环式真空泵)电器控制柜的改造为例,讲述自己使用LOGO!控制的心得和学习体会。
2. 选择LOGO!
老式电器控制柜采用继电器控制,各种继电器合计十余个。由于继电器触点容易接触不良,时常出现故障。而PLC可用软件代替大量时间继电器和中间继电器。本例用到的是各输入点上开关信号的简单逻辑控制。比较各种小型PLC,各输入、输出端硬件接线线路都要经过公共输入、输出端,而LOGO!各输入点只要取自同一相电源即可,而输出又是继电器触点,没有公共端,这在硬件设计上相当自由。而在软件编程上又可将故障状态编成文本显示在显示面板上,并且给出输出报警。而面板上的光标键又可作为输入开关编程,从而节省硬件投资。基于以上比较,本例选用LOGO! 230RC作为控制器。
3. 应用LOGO!
(1) 应用简述
由于水循环式真空泵水温升高会影响泵的抽气性能,故采用两台真空泵交替运行,即“交帮”运行状态。而考虑到万一管路出现泄漏时一台泵来不及抽气而不能将罐内真空抽至上限时,这时需要两台泵一起运行,即“连帮”运行状态。由于医院的特殊性,本例采用两组真空负压电接点压力表,一组出现故障可用另一组控制。而一台泵出现故障时能自动转到另一台泵运行。采用LOGO!能很好的解决上述控制问题并且能够给出报警信号和故障原因,大大的提高了系统的稳定性,减少了排除故障的时间。
(2) 工艺流程介绍
真空负压吸引系统以真空罐为真空存储设备,采用两台水环式真空泵抽取空气,用管道连接各病区病床床头设备带、手术室设备带及各医疗科室管道终端的快速接头。管路上装有两组真空负压电接点压力表进行自动控制。一组设定为正常值,当负压达到–0.06MPa时压力表触点接通自动停泵,待真空负压上升到–0.03MPa时自动启动真空泵运行;另一组压力表上下限设定为–0.066MPa和–0.026MPa作为备用。泵的进气管上安装有电磁阀,电磁阀与泵电机同步启动、关闭,以防止停泵时水和空气返流进入真空系统内。正常工作时两泵“交帮”状态运行,即合上电源后一台泵首先工作,负压值达到–0.06MPa后自动停泵,待真空系统的负压上升到–0.03MPa时自动启动另一台真空泵运行,这样周而复始使系统保持在设定的真空范围内。而当管路发生泄漏或特殊情况时,采用“连帮”状态运行,即一台泵启动运行10秒后另一台泵跟着启动运行(以减少两泵同时启动对电网的瞬时压降)。
(3) 系统硬件配置
系统应用LOGO!硬件设计控制原理图见图1。
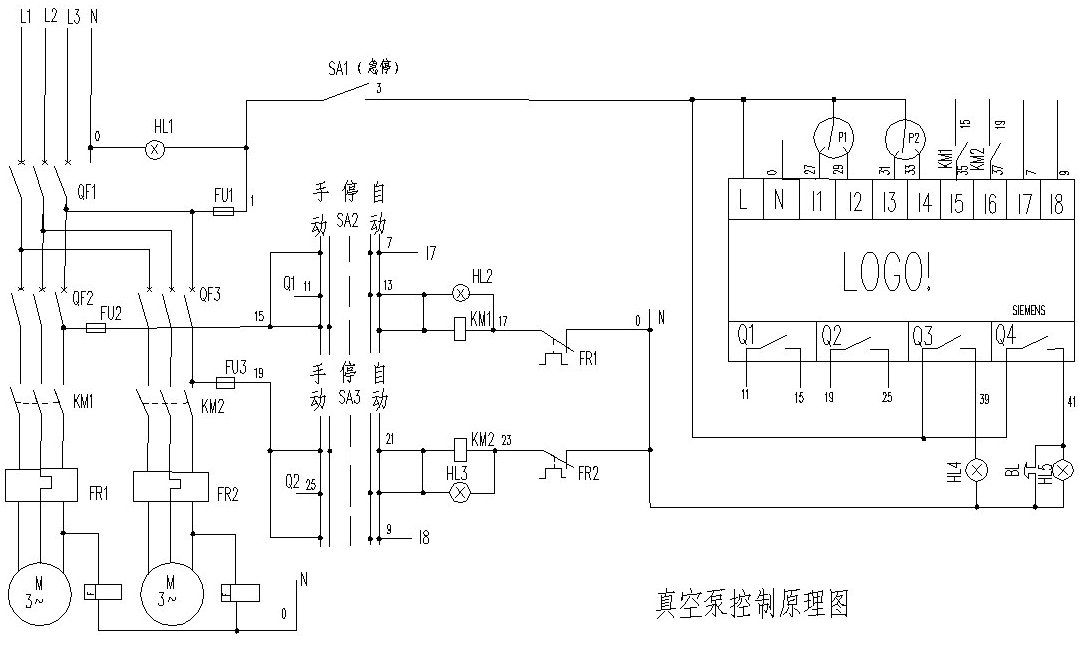 图1 硬件设计控制原理图
图1 硬件设计控制原理图
P1、P2是真空负压电接点压力表,其四个电接点(触点开关)分别接入LOGO!的I1~I4,P1负压值设定为–0.03MPa~–0.06MPa,P2负压值设定为–0.026MPa~–0.066MPa。F为电磁阀,与泵电机同步启动、关闭。SA1为急停开关,供操作人员发现紧急情况时使用。SA2、SA3 为多功能转换开关,转到手动档时供应急或检修时使用;转到自动档时分别输入信号到I7、I8为LOGO!自动控制。若真空泵停泵检修时,SA2或SA3转换到停止档,使检修的泵退出自动控制。I5、I6输入点通过对相应接触器常开辅助触头的开∕闭信号采集,结合Q1、Q2的输出状态,对真空泵的启停状态进行监控。若Q1置位输出,则KM1线圈得电吸合,1#泵运行,KM1常开辅助触点闭合,I5输入信号电压,若电机或线路发生严重过载、短路、欠压、缺相、接触器线圈短路等故障,则QF2、FR1或FU2自动保护,切断KM1线圈控制回路,常开辅助触点因线圈失电复位,I5失去输入信号电压,Q4报警输出,LOGO!自动转为Q2置位输出,接通KM2线圈,使2#泵投入运行。同理,若2#泵电机或线路发生故障,则QF3、FR2或FU3自动保护切断KM2线圈控制回路,I6失去输入信号电压,系统自动转为Q1置位输出并报警,1#泵投入运行。Q3输出交帮、连帮工作状态,交帮状态时HL4常亮,连帮状态时HL4闪亮(亮5秒,灭5秒)。HL1为电源指示,HL2、HL3为1、2#泵工作指示。电器控制柜见图2.

图2
(4) 软件开发
根据硬件配置设计,LOGO!对应的I/O分配如表1所示。
表1 LOGO! I/O 分配表
|
地址 |
注释 |
地址 |
注释 |
地址 |
注释 |
|
I1 |
-0.03MPa 启动触点 |
I5 |
1#泵运行信号采集 |
Q1 |
1#泵运行 |
|
I2 |
-0.06MPa 停泵触点 |
I6 |
2#泵运行信号采集 |
Q2 |
2#泵运行 |
|
I3 |
-0.026MPa启动触点 |
I7 |
1#泵自动 |
Q3 |
交帮、连帮状态指示 |
|
I4 |
-0.066MPa停泵触点 |
I8 |
2#泵自动 |
Q4 |
报警输出 |
A 启动标志位M1 停泵标志位M2
M1、M2功能块编程见图3、图4。

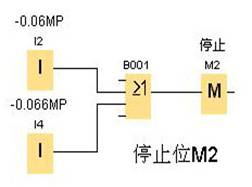
图3 图4
B #泵故障位M4 2#泵故障位M5
程序通过对I5、I6端电平的采集,结合Q1、Q2的输出情况,即若Q1已置位而I5无输入电压,则M4置位,判断为1#泵出现故障;同理可判断2#泵情况。延时功能块是为了响应程序读取输入量的时间,同时也方便软件仿真,编程分别见图5、图6。
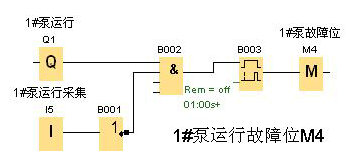
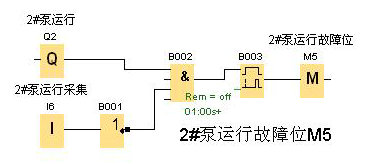
图5 图6
C 连帮标志位M6
M6编程见图7.由于连帮运行状态是在非常态下使用(平时不用),从表1可知,LOGO!八个
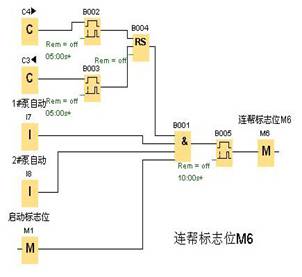
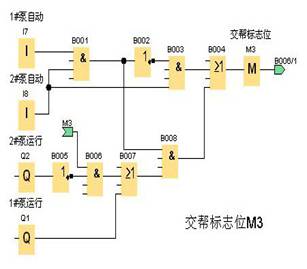
图7 图8
输入点已分配完毕,为节约成本,这里不增加LOGO!模块,采用面板上的光标键来编程。按住右光标键5秒后RS功能块置位,M1启动后M6置位输出连帮运行;按住左光标键5秒后RS功能块复位,M6复位退出连帮运行(第一、第二次设计的产品采用软件中的“软键”特殊功能块而不是光标键来编程,通过Switch=on、off来解决)。
D 交帮标志位M3 1#泵运行控制Q1 2#泵运行控制Q2
M3编程见图8. Q1置位输出时1#泵运行,Q2置位输出时2#泵运行,编程见图9、图10.
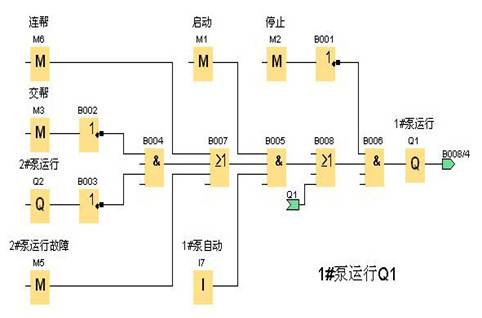
图9
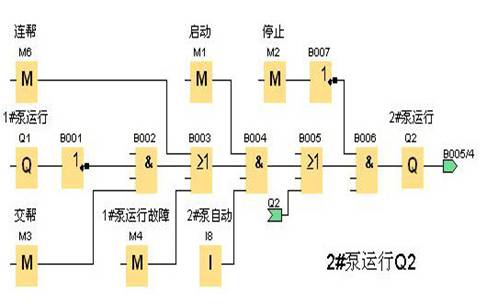
图10
结合图8、图9、图10,正常工作时,SA2、SA3同时转到自动位置,合上电源后I7、I8输入电压,这时Q1、Q2、M3都在复位状态,M1启动后Q1首先置位(图9),从图10可知,这时Q2因Q1置位互锁而不能置位,1#泵启动运行,M3置位(见图8),M2置位后Q1复位停泵,这时M3由于自锁还是置位状态(图8),Q1因M3置位互锁而不能置位(图9),M1再次启动后Q2置位(图10),Q1因Q2互锁而不能置位(图9),2#泵启动运行,这时M3复位(图8),M2置位后Q2复位停泵,这时M3还是复位状态(图8)且使Q2不能置位(图10),M1再次置位后Q1置位(图9),如此周而复始。发生故障时M4或M5置位后自动置位Q2或Q1。I7或I8单独输入时,自动转为相应的1#泵或2#泵自动控制运行(见图8,即M3复位状态时控制Q1置位;M3置位状态时控制Q2置位)。
E 交帮、连帮指示Q3 故障报警指示Q4
Q3在I7、I8同时输入时常亮,而M6也置位时闪亮。Q4在M4、M5置位,I2、I4输入高电位时置位输出,接通报警电路,以通20秒断10秒脉冲报警,按住下光标键5秒后Q4复位。编程中对交帮、连帮、1#泵、2#泵运行状态及故障信息共输出十个文本信息,特别是报警信息,使维修人员一到现场马上就可以知道故障原因,从而节省了维修时间,保证了负压站的正常运行。
(5) 使用LOGO!的体会
自2006年尝试使用LOGO!对电器控制柜改造以来,已先后采用LOGO!对医院的五台真空泵、两台中央空调、三台污水处理电气控制柜进行了改造。LOGO!的各输入输出端硬件接线没有公共端,这给了我在硬件设计很大的自由度,每次编程,都能发现新的知识:从刚开始采用不同的间隙报警声判断故障到后来的拼音文本信息(0BA5),再到如今的中文文本报警信息(0BA6);从起初的“软键”功能块编程到现在使用光标键编程,每一次的工程改造都是我的一次学习提高,也使我对LOGO!的了解不断深入,每一次的编程都会尝试增加新的功能,简化多余功能。遗憾的是至今还没编过模拟量信号,只能期待以后的机会了。
作者简介:
黄云龙(1969-),男,温州,高中技,高级技工,温州医学院附属第一医院