
基于Rockwell自动化技术的竖炉焙烧过程综合自动化系统
2012/2/2 17:13:44
[关键词]:竖炉焙烧;磁选管回收率(MTRR);Rockwell自动化;综合自动化系统;智能优化 基于Rockwell自动化技术的竖炉焙烧过程综合自动化系统 严爱军 东北大学自动化研究中心 ,机器视觉 ,烟草机械
1 引 言
选矿生产是钢铁工业的基础,虽然我国的铁矿资源丰富,但大多为品位较低的赤铁矿等难选矿石,其品位一般为33%左右,利用常规的磁选方法难以从这些原料中提取出高品位的铁质成分。为了改善对弱磁性赤铁矿矿石的分选效果,采用竖炉预先对矿石进行高温还原磁化焙烧,使弱磁性矿物变成强磁性矿物,然后再用磁选方法既可以得到铁精矿。于是,竖炉磁化焙烧过程直接关系到选矿的金属回收率与精矿品味等生产指标。控制好竖炉磁化焙烧过程是提高选矿过程金属回收率与精矿品味的关键。
竖炉是将弱磁性铁矿石(主要成分Fe2O¬3)在加热带进行加热,然后落入还原带,在一定浓度还原剂、一定温度下,使Fe2O¬3还原成强磁性的磁铁矿Fe3O¬4的热工设备,工艺过程俗称磁化焙烧。竖炉于1926年世界始建。我国首次于1966年由鞍山黑色冶金矿山设计院设计竖炉[1]。
竖炉焙烧是我国目前处理弱磁性矿物的有效途径之一。其生产现状是自动化程度低,生产成本高,资源消耗大,环境污染严重。竖炉焙烧过程具有机理复杂,多变量强耦合,过程中不确定因素多,磁选管回收率等关键工艺参数难以在线连续测量。因此采用传统的控制结构难以对其进行有效的控制。欧洲钢铁工业技术发展指南指出:“对于降低生产成本、提高产品质量、减少环境污染和资源消耗只能通过全流程自动控制系统的优化设计来实现[2]”。采用计算机控制系统是对竖炉焙烧过程实现成功控制的关键,采用新的合适的控制结构的过程综合自动化系统是解决上述问题的关键。文[3]提出了采用过程控制、过程优化、生产调度、企业管理和经济决策五层结构的综合自动化系统。文[4]提出了由过程稳定化、过程优化、过程管理三层结构组成的选矿生产过程自动化系统。文[5]提出了基于企业资源计划(ERP)/制造执行系统(MES)/过程控制系统(PCS)三层结构的金矿企业综合自动化系统,并成功应用于中国排山楼金矿,取得了显著成效。
本文结合某选矿厂的实际,针对竖炉焙烧过程的特点,采用智能优化、过程控制和过程管理三层结构的综合自动化系统体系架构,提出了基于Rockwell自动化技术和智能控制方法的竖炉焙烧过程综合自动化系统,并成功应用于该选矿厂竖炉焙烧过程,取得了显著的成效,为选矿厂综合自动化系统[6]的成功实施奠定了基础。
2 工艺描述
竖炉的焙烧过程是将矿石在加热带加热到700-800℃,然后通过自重落入还原带,在一定浓度还原剂存在下,保持一定温度(550-600℃),使铁矿石的主要成分Fe2O¬3还原成强磁性的磁铁矿Fe3O4。
焙烧过程包括预热,加热,还原,冷却等几个环节,其中加热、还原是主要的工艺过程。和竖炉有关的机电设备包括抽烟机、鼓风机、搬出机和排矿机等。炉膛上部是预热带,中部为加热带,下部为还原带,炉膛中部有一狭窄的炉腰(宽1米),炉腰下部有导火孔,与炉两侧的燃烧室相通,燃烧室有煤气烧嘴与加热煤气相连,并配一台鼓风机,一台抽烟机,炉底有两个承重梁(即水箱梁)来支托整个炉壁的重量。在还原带下部的炉底上有煤气喷出塔,每个塔有独立的管道与炉外还原煤气主管相接。炉子下部两侧各有用来排出矿渣用的排渣漏斗。炉子两侧设有排出焙烧产品用的两台辊式排矿机。每台排矿机有两节排矿辊组成。辊式排矿机轴中心线以下全部淹没在水封池水中,水封池中设有两台斗式搬出机,用来搬出炉中的焙烧矿。为了延长抽烟机叶轮的使用寿命,设有两台旋风除尘器,用来减少废气中的粉尘,整个炉子是在负压下工作的。如图1所示,主要过程描述如下:
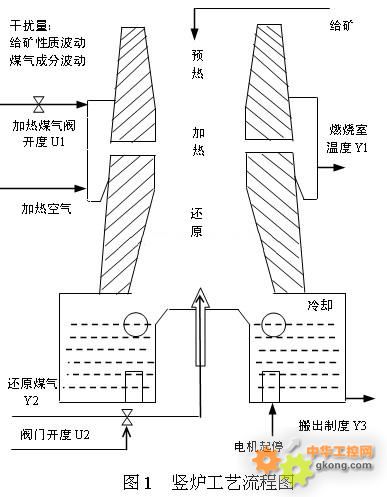
给矿:原矿通过炉顶贮矿槽,经由下料口落入炉膛内。
预热:当矿石进入预热带,在废气的预热下,矿石的平均温度一般为150-200℃。
加热:矿石通过自重下落进入加热带,加热煤气与加热空气在燃烧室混合燃烧时放出的热量通过对流、辐射以及传导的方式使矿石温度达到700-850℃。矿石温度高低不仅取决于搬出的快慢,还取决于燃烧室内煤气和空气的配比,配比适当,煤气燃烧充分。燃烧室温度一般控制在1050-1150℃,其热量由导火孔传导给矿石。
还原:加热矿石进入还原带,在570℃左右时与供给的还原煤气发生还原反应。
冷却:焙烧矿进入水封池冷却到400℃以下,必须保持水温在40-45℃,否则,焙烧矿不能有效冷却,矿石反而被氧化,达不到还原的目的。
搬出:搬出制度决定矿石在竖炉内焙烧的时间,为了保证焙烧质量,必须有一个合理的搬出制度,一般以一个周期的时间来表示。
竖炉操作者主要依据经验知识进行判断,在此基础上进行各种手工操作,自动化程度非常低。加上竖炉焙烧过程中包括多种内外因素的交叉变化,不确定性普遍,设备众多,使得焙烧过程控制变得复杂起来,表现在如下几个方面:
1) 过程本身具有多变量强耦合的特点,输入输出众多。输入有空气量,加热煤气量,还原煤气量等,输出量有燃烧室温度,加热带温度,还原带温度等,任何一个输入的变化都可能引起所有的输出发生波动;2)机理复杂,有物料的进出、热量的传递,还有化学反应,难以对燃烧室的温度对象建立准确的数学模型,使得基于模型的精确控制理论难以发挥其长处;3)不确定性因素多,如矿石的性质改变,加热煤气成分的波动以及操作工水平参差不齐等,这些不确定因素均会影响关键工艺参数的稳定性;4) 焙烧过程中往往伴随着一些故障的发生,一旦操作不当,将会引发生产故障,影响生产的连续性和稳定性。
以上说明了手工操作的局限性,同时说明了单一的常规控制理论与技术难以实现竖炉焙烧复杂的控制,难以达到生产过程的最终需求,如用户对产品质量的期望等,究其原因是因为基础回路控制级难以找到合适的设定值。如燃烧室温度、还原煤气流量、搬出制度等,往往是由操作员借助于其积累的经验给出,带有主观性和随意性,使产品质量及其它工艺指标得不到有效可靠的保证。如果不对设备进行自动化系统的改造,所带来的问题是:控制精度不高,浪费能源,最终的产品质量得不到有效的保障。近年来,随着工厂自动化程度的不断提高以及先进控制技术的发展,各企业越来越重视工艺过程的自动控制实现,这样不仅能提高控制精度,而且节约了能源,使产品质量得到了大幅提高。
3 竖炉焙烧过程综合自动化系统
结合选矿厂竖炉焙烧过程的特点,采用智能优化、过程控制和过程管理三层结构的综合自动化系统体系架构,提出了如图2所示竖炉焙烧过程综合自动化系统。
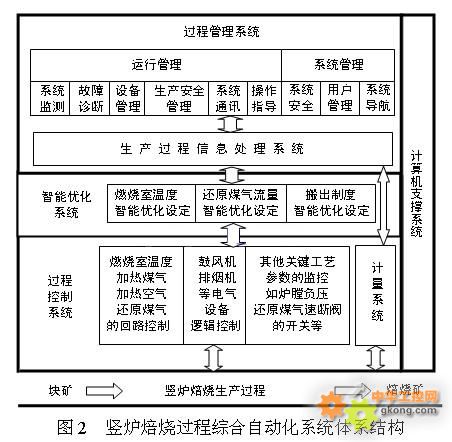
3.1 系统结构
该系统有竖炉智能优化系统、竖炉过程控制系统、竖炉过程管理系统和计算机支撑系统组成。其中,智能优化系统采用以综合生产指标为目标的智能优化设定技术,具有燃烧室温度智能优化设定模块、还原煤气智能优化设定模块和搬出制度智能优化设定模块。
过程控制系统采用EIC(Electric Instrument Computer)一体化计算机集散控制系统集成设计技术。其中基础自动化系统具有回路控制模块、逻辑控制模块和关键工艺参数的监控模块。
过程管理系统采用综合生产指标为目标的生产过程优化运行与优化管理技术,具有生产管理和系统管理两部分。
计算机支撑系统有监控软件、实时数据库和计算机网络系统组成,通过计算机支撑系统实现过程控制系统和过程管理系统的信息集成,从而实现竖炉焙烧过程的综合自动化。
3.2 系统功能
竖炉焙烧生产过程综合自动化系统包括:智能优化系统、过程控制系统和过程管理系统(系统功能图参见图3)。竖炉智能优化系统根据生产指标要求,根据选矿厂制定的指标:磁选管回收率,由回路智能优化设定模型对竖炉焙烧过程的燃烧室温度、还原煤气流量和搬出制度等控制回路的给定值进行优化设定,实现焙烧过程的磁选管回收率优化控制,从而保证选矿过程综合生产指标的优化。
竖炉过程控制系统实现竖炉焙烧过程生产设备的启动、停止等逻辑控制,如抽烟机、鼓风机、搬出机和排矿机等,具有设备安全保护功能,实现了生产工艺参数,如竖炉温度(燃烧室、加热带、还原带等)、压力(加热煤气压力、还原煤气压力、炉膛负压等)、流量(煤气、空气等)的闭环控制。该系统通过上位机监控系统对设备运行状态、关键工艺参数和趋势曲线进行实时监控,从而保证生产过程的稳定运行。
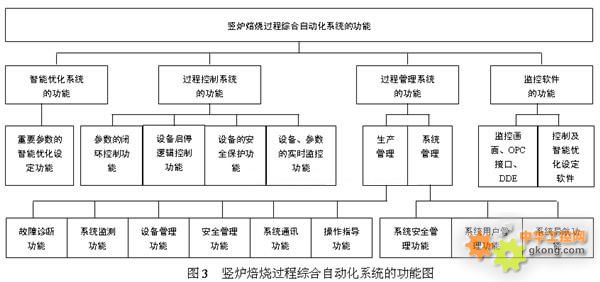
竖炉过程管理包括生产管理和系统管理,对竖炉焙烧生产过程和综合自动化系统进行管理。生产管理具有系统监测、故障诊断、设备管理、生产安全管理和系统通讯等功能。系统监测功能对数据进行采集、处理以及生产过程的监控;故障诊断功能对故障进行实时预测、及时发现生产故障。设备管理功能对设备故障进行报警,对设备的维护进行管理,对设备维修计划进行预测,帮助制定维修计划,保证设备的安全运行。生产安全管理功能包括设备间的连锁保护,关键操作执行前确认,现场设备起停前打铃,以保证生产安全。系统通讯功能实现各个控制子系统和各级计算机网络之间的通讯。操作指导功能是系统根据采集的数据和人工输入、设定信息判断当前的生产状况和操作条件,由基于案例推理的专家系统给出操作指导。系统管理具有系统安全管理、用户管理和系统导航等功能。系统安全管理保证系统不被恶意破坏和记录所发生过的事件和所进行的操作,系统的进入需要用户和密码,同时对运行中的活动和报警进行记录。用户管理用来增加和删除用户,对用户的权限进行设定和用户密码进行修改。系统导航实现系统内部导航功能,实现监控画面之间的切换和各个子系统间的切换。
选矿生产是钢铁工业的基础,虽然我国的铁矿资源丰富,但大多为品位较低的赤铁矿等难选矿石,其品位一般为33%左右,利用常规的磁选方法难以从这些原料中提取出高品位的铁质成分。为了改善对弱磁性赤铁矿矿石的分选效果,采用竖炉预先对矿石进行高温还原磁化焙烧,使弱磁性矿物变成强磁性矿物,然后再用磁选方法既可以得到铁精矿。于是,竖炉磁化焙烧过程直接关系到选矿的金属回收率与精矿品味等生产指标。控制好竖炉磁化焙烧过程是提高选矿过程金属回收率与精矿品味的关键。
竖炉是将弱磁性铁矿石(主要成分Fe2O¬3)在加热带进行加热,然后落入还原带,在一定浓度还原剂、一定温度下,使Fe2O¬3还原成强磁性的磁铁矿Fe3O¬4的热工设备,工艺过程俗称磁化焙烧。竖炉于1926年世界始建。我国首次于1966年由鞍山黑色冶金矿山设计院设计竖炉[1]。
竖炉焙烧是我国目前处理弱磁性矿物的有效途径之一。其生产现状是自动化程度低,生产成本高,资源消耗大,环境污染严重。竖炉焙烧过程具有机理复杂,多变量强耦合,过程中不确定因素多,磁选管回收率等关键工艺参数难以在线连续测量。因此采用传统的控制结构难以对其进行有效的控制。欧洲钢铁工业技术发展指南指出:“对于降低生产成本、提高产品质量、减少环境污染和资源消耗只能通过全流程自动控制系统的优化设计来实现[2]”。采用计算机控制系统是对竖炉焙烧过程实现成功控制的关键,采用新的合适的控制结构的过程综合自动化系统是解决上述问题的关键。文[3]提出了采用过程控制、过程优化、生产调度、企业管理和经济决策五层结构的综合自动化系统。文[4]提出了由过程稳定化、过程优化、过程管理三层结构组成的选矿生产过程自动化系统。文[5]提出了基于企业资源计划(ERP)/制造执行系统(MES)/过程控制系统(PCS)三层结构的金矿企业综合自动化系统,并成功应用于中国排山楼金矿,取得了显著成效。
本文结合某选矿厂的实际,针对竖炉焙烧过程的特点,采用智能优化、过程控制和过程管理三层结构的综合自动化系统体系架构,提出了基于Rockwell自动化技术和智能控制方法的竖炉焙烧过程综合自动化系统,并成功应用于该选矿厂竖炉焙烧过程,取得了显著的成效,为选矿厂综合自动化系统[6]的成功实施奠定了基础。
2 工艺描述
竖炉的焙烧过程是将矿石在加热带加热到700-800℃,然后通过自重落入还原带,在一定浓度还原剂存在下,保持一定温度(550-600℃),使铁矿石的主要成分Fe2O¬3还原成强磁性的磁铁矿Fe3O4。
焙烧过程包括预热,加热,还原,冷却等几个环节,其中加热、还原是主要的工艺过程。和竖炉有关的机电设备包括抽烟机、鼓风机、搬出机和排矿机等。炉膛上部是预热带,中部为加热带,下部为还原带,炉膛中部有一狭窄的炉腰(宽1米),炉腰下部有导火孔,与炉两侧的燃烧室相通,燃烧室有煤气烧嘴与加热煤气相连,并配一台鼓风机,一台抽烟机,炉底有两个承重梁(即水箱梁)来支托整个炉壁的重量。在还原带下部的炉底上有煤气喷出塔,每个塔有独立的管道与炉外还原煤气主管相接。炉子下部两侧各有用来排出矿渣用的排渣漏斗。炉子两侧设有排出焙烧产品用的两台辊式排矿机。每台排矿机有两节排矿辊组成。辊式排矿机轴中心线以下全部淹没在水封池水中,水封池中设有两台斗式搬出机,用来搬出炉中的焙烧矿。为了延长抽烟机叶轮的使用寿命,设有两台旋风除尘器,用来减少废气中的粉尘,整个炉子是在负压下工作的。如图1所示,主要过程描述如下:
给矿:原矿通过炉顶贮矿槽,经由下料口落入炉膛内。
预热:当矿石进入预热带,在废气的预热下,矿石的平均温度一般为150-200℃。
加热:矿石通过自重下落进入加热带,加热煤气与加热空气在燃烧室混合燃烧时放出的热量通过对流、辐射以及传导的方式使矿石温度达到700-850℃。矿石温度高低不仅取决于搬出的快慢,还取决于燃烧室内煤气和空气的配比,配比适当,煤气燃烧充分。燃烧室温度一般控制在1050-1150℃,其热量由导火孔传导给矿石。
还原:加热矿石进入还原带,在570℃左右时与供给的还原煤气发生还原反应。
冷却:焙烧矿进入水封池冷却到400℃以下,必须保持水温在40-45℃,否则,焙烧矿不能有效冷却,矿石反而被氧化,达不到还原的目的。
搬出:搬出制度决定矿石在竖炉内焙烧的时间,为了保证焙烧质量,必须有一个合理的搬出制度,一般以一个周期的时间来表示。
竖炉操作者主要依据经验知识进行判断,在此基础上进行各种手工操作,自动化程度非常低。加上竖炉焙烧过程中包括多种内外因素的交叉变化,不确定性普遍,设备众多,使得焙烧过程控制变得复杂起来,表现在如下几个方面:
1) 过程本身具有多变量强耦合的特点,输入输出众多。输入有空气量,加热煤气量,还原煤气量等,输出量有燃烧室温度,加热带温度,还原带温度等,任何一个输入的变化都可能引起所有的输出发生波动;2)机理复杂,有物料的进出、热量的传递,还有化学反应,难以对燃烧室的温度对象建立准确的数学模型,使得基于模型的精确控制理论难以发挥其长处;3)不确定性因素多,如矿石的性质改变,加热煤气成分的波动以及操作工水平参差不齐等,这些不确定因素均会影响关键工艺参数的稳定性;4) 焙烧过程中往往伴随着一些故障的发生,一旦操作不当,将会引发生产故障,影响生产的连续性和稳定性。
以上说明了手工操作的局限性,同时说明了单一的常规控制理论与技术难以实现竖炉焙烧复杂的控制,难以达到生产过程的最终需求,如用户对产品质量的期望等,究其原因是因为基础回路控制级难以找到合适的设定值。如燃烧室温度、还原煤气流量、搬出制度等,往往是由操作员借助于其积累的经验给出,带有主观性和随意性,使产品质量及其它工艺指标得不到有效可靠的保证。如果不对设备进行自动化系统的改造,所带来的问题是:控制精度不高,浪费能源,最终的产品质量得不到有效的保障。近年来,随着工厂自动化程度的不断提高以及先进控制技术的发展,各企业越来越重视工艺过程的自动控制实现,这样不仅能提高控制精度,而且节约了能源,使产品质量得到了大幅提高。
3 竖炉焙烧过程综合自动化系统
结合选矿厂竖炉焙烧过程的特点,采用智能优化、过程控制和过程管理三层结构的综合自动化系统体系架构,提出了如图2所示竖炉焙烧过程综合自动化系统。
3.1 系统结构
该系统有竖炉智能优化系统、竖炉过程控制系统、竖炉过程管理系统和计算机支撑系统组成。其中,智能优化系统采用以综合生产指标为目标的智能优化设定技术,具有燃烧室温度智能优化设定模块、还原煤气智能优化设定模块和搬出制度智能优化设定模块。
过程控制系统采用EIC(Electric Instrument Computer)一体化计算机集散控制系统集成设计技术。其中基础自动化系统具有回路控制模块、逻辑控制模块和关键工艺参数的监控模块。
过程管理系统采用综合生产指标为目标的生产过程优化运行与优化管理技术,具有生产管理和系统管理两部分。
计算机支撑系统有监控软件、实时数据库和计算机网络系统组成,通过计算机支撑系统实现过程控制系统和过程管理系统的信息集成,从而实现竖炉焙烧过程的综合自动化。
3.2 系统功能
竖炉焙烧生产过程综合自动化系统包括:智能优化系统、过程控制系统和过程管理系统(系统功能图参见图3)。竖炉智能优化系统根据生产指标要求,根据选矿厂制定的指标:磁选管回收率,由回路智能优化设定模型对竖炉焙烧过程的燃烧室温度、还原煤气流量和搬出制度等控制回路的给定值进行优化设定,实现焙烧过程的磁选管回收率优化控制,从而保证选矿过程综合生产指标的优化。
竖炉过程控制系统实现竖炉焙烧过程生产设备的启动、停止等逻辑控制,如抽烟机、鼓风机、搬出机和排矿机等,具有设备安全保护功能,实现了生产工艺参数,如竖炉温度(燃烧室、加热带、还原带等)、压力(加热煤气压力、还原煤气压力、炉膛负压等)、流量(煤气、空气等)的闭环控制。该系统通过上位机监控系统对设备运行状态、关键工艺参数和趋势曲线进行实时监控,从而保证生产过程的稳定运行。
竖炉过程管理包括生产管理和系统管理,对竖炉焙烧生产过程和综合自动化系统进行管理。生产管理具有系统监测、故障诊断、设备管理、生产安全管理和系统通讯等功能。系统监测功能对数据进行采集、处理以及生产过程的监控;故障诊断功能对故障进行实时预测、及时发现生产故障。设备管理功能对设备故障进行报警,对设备的维护进行管理,对设备维修计划进行预测,帮助制定维修计划,保证设备的安全运行。生产安全管理功能包括设备间的连锁保护,关键操作执行前确认,现场设备起停前打铃,以保证生产安全。系统通讯功能实现各个控制子系统和各级计算机网络之间的通讯。操作指导功能是系统根据采集的数据和人工输入、设定信息判断当前的生产状况和操作条件,由基于案例推理的专家系统给出操作指导。系统管理具有系统安全管理、用户管理和系统导航等功能。系统安全管理保证系统不被恶意破坏和记录所发生过的事件和所进行的操作,系统的进入需要用户和密码,同时对运行中的活动和报警进行记录。用户管理用来增加和删除用户,对用户的权限进行设定和用户密码进行修改。系统导航实现系统内部导航功能,实现监控画面之间的切换和各个子系统间的切换。