|
铝箔分切机全数字电气控制系统

一、适用范围
本设备是为铝箔分卷机专用机械配套的电气控制系统。铝板经过冷轧机、铝箔初轧机、铝箔精轧机的轧制,形成双层0.03mm~0.006mm的铝箔,此时需要把双层的铝箔分开,同时按照不同用户的商业要求把600mm~1850mm宽的铝箔分切成若干条不同宽度的铝箔,并按恒张力方式卷取成铝卷。由于电气控制系统的适用性,也适用于其他有色金属箔材中薄箔及厚箔的卷取分切控制系统。
二、控制原理
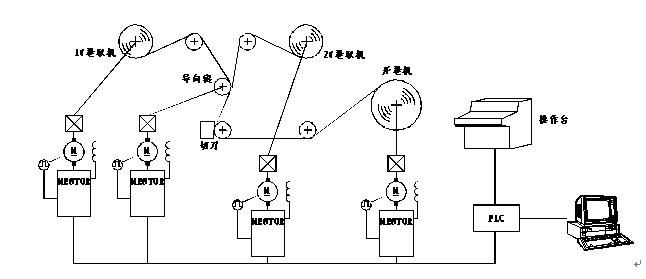
1、 铝箔分卷机由开卷机、导向辊及刀轴、1#、2#卷取机等设备组成,并由各自的直流或交流电动机牵引。电气控制系统由可编程控制器(西门子PLC)及全数字矢量变频器或直流控制器(英国CT组成)。
2、刀轴将放卷和收卷分割成二段张力来控制:放卷和刀轴之间是放卷张力;收卷和刀轴之间是收卷张力
3、张力系统和速度系统的分配:卷取机采用力矩方式下的张力控制系统;放卷机和刀轴采用速度控制系统。由于放卷电机功率大,采用速度方式能使速度不会失控,;通过改变刀轴电机输出转矩的大小和方向来调节开卷张力。当刀轴电机输出转矩很小,仅用于维持刀辊群转动时,开卷张力等于两个卷取机张力之和;当刀轴电机输出转矩与导辊群转动方向相同并增大时,开卷张力等于两个卷取机张力与刀轴电机产生的拉力之和;当刀轴电机输出转矩与导辊群转动方向相反并增大时,刀轴电机分担一部分卷取机对开卷机的拉力,开卷张力随之减小。
4、卷径测量方法:卷径是收卷恒张力(或者锥度张力)和放卷速度速度稳定的关键因数,在自动化系统中有很多中获取直径的方法很多,在这台机器中采取下列方法准确使用。 在一 个 刀 轴导辊(导辊直径为D2)上装有一个光电编码器(以下简称测量码盘),每旋转一圈发出的脉冲数为m2,脉冲当量为7cD2/ m2。同时将开卷机或卷取机驱动电机测量码盘的零脉冲输人PLC,则开卷机或卷取机驱动电机每旋转一圈,PLC接受一个零脉冲,进行一次卷径计算。在两个零脉冲之间测量码盘所发出的脉冲数为m;在两个零脉冲之间开卷机或卷取机所通过的铝箔长度与在两个零脉冲之间装测量码盘的导辊所通过的铝箔长度相等,则二Dli = n rnD2/
m2(i为机械传动比),由此得到D= i mD2/m2。
5、刀轴部分的控制:在整个分切系统中,刀轴导辊群起到调节开卷张力和卷取张力的作用,故控制系统应使其跟随机组速度,同时调节开卷张力和卷取张力。在本机组中,将刀轴导辊群控制系统设计成随动式速度控制系统,即系统的特性较软。
6、系统软件的功能:系统以PLC为控制核心,读取主操作台的机列速度设定,根据检测的卷取直径,自动计算并输出开卷机及刀轴的速度给定信号,同时控制刀轴的电动机电流,使其在运行中做到“随动运行”,与开卷机的速度时刻保持一致。PLC还从主操作台上读取收卷机的张力设定及张力锥度设定,自动检测、计算收卷机的材料直径,输出收卷机的张力电流给定,保持铝箔中的恒张力。同时按照主操作台上的铝箔宽度设定等参数,自动计算张力静态补偿和动态补偿系数,使得系统在加减速时自动保持恒张力。
三、本设备参数
1、箔材宽度:600mm~1850mm
2、箔材厚度:2×(0.006mm~0.02mm)
3、卷材外径:Φ1685mm(Max)
4、成品宽度:Min. 200mm
5、成品外径:Φ800mm(Max)
6、机列速度:800M/min(Max)
7、速度控制精度:0.1%
8、张力控制精度:< 1%
|

