|
(1)根据上述设置好SD100伺服驱动器参数后,开始优化调整伺服性能,即驱动增益参数的调整。一般SD100驱动器保持缺省的增益参数,基本可以满足用户的加工要求。在缺省增益运行电动机时,如果电动机发出异常声音,则要首先考虑电动机轴的安装是否存在问题。经检查问题后可考虑采用共振抑制的办法,修改7号参数(转矩滤波器)和8号参数(速度检测低通滤波器)来抑制电动机产生的振动。7、8号参数缺省参数为100,可试着每次将7、8号参数分别减少10,按确认键。运行电动机,如还不正常,再减少10,直到电动机无异常声音。一般7,8号参数的调整范围为20~80之间,这样基本能达到共振抑制的效果。
(2)保持出厂参数时达不到加工效果,比如车床车出的斜面粗糙度值大,可试着再调整如下参数:①速度比例增益PA5的调整:确认驱动器正常启动,用数控系统手动控制电动机转动(机床移动)。确认如果电动机不振动,加大调整此参数。设定值越大,刚性越大,机床的定位精度越高,每次加大数值5,直到产生振动,将此值减小到稳定后,再将此值减10;②位置比例增益PA9:在稳定范围内,尽量设置得较大,这样机床跟踪特性好,滞后误差小。同速度比例增益的调整相似,在不产生振动的情况下应尽可能调大此值;③如以上两参数提高后还达不到加工效果,可采用调整7、8号参数的方法进行振动的抑制参数调整。调整后,驱动器5、9号参数可以再向上调一些,这样应该可以满足用户的加工要求。4 KNDSD100的故障处理技巧
一旦出现报警信号,伺服单元将禁止电动机运行,以及对用户参数的调整,直至断电后重新上电。用户可以根据显示的报警信息来判断故障的类型以及引起故障的原因。具体故障处理办法可以参考SD100用户手册。如果连报警都没有,那自然就是驱动器故障。当然,还有可能是伺服根本没有故障,而是控制信号或上位机有问题导致伺服没有动作。
除了看驱动器上的错误、报警号,查手册外,有时最直接的判断就是互换,如数控车床的X轴和Z轴互换(型号相同才可以)。或在伺服电动机功率差距不大的情况下,修改伺服驱动器某些特征参数(如KNDSD100的“1”号型号代码参数),短时间内互换,确定故障后再换回来是可以的。
还可以通过修改数控系统参数,将某轴如X轴锁住,不让系统检测X轴,达到判断目的。但应注意:X轴与Z轴互换,即使型号相同,机床可能因为负载不同、参数不同而产生问题。在确认检查方案动手前,一定要考虑全面,以免造成不必要的损失。
再有,因为交流伺服单元通常使用数控系统统一供电系统,三相交流220 V的电压来自伺服变压器。所以在操作过程中必须符合操作规范。例如:U、V、W三相输出必须按照正确的顺序连接,否则电动机将不能正常运转,将给出报警信号,并禁止电动机运行。
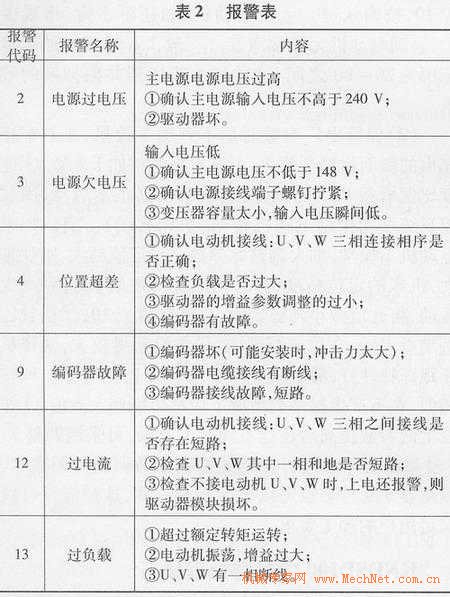
此外,还可以利用报警表(表2)提示来处理故障。
|

