|
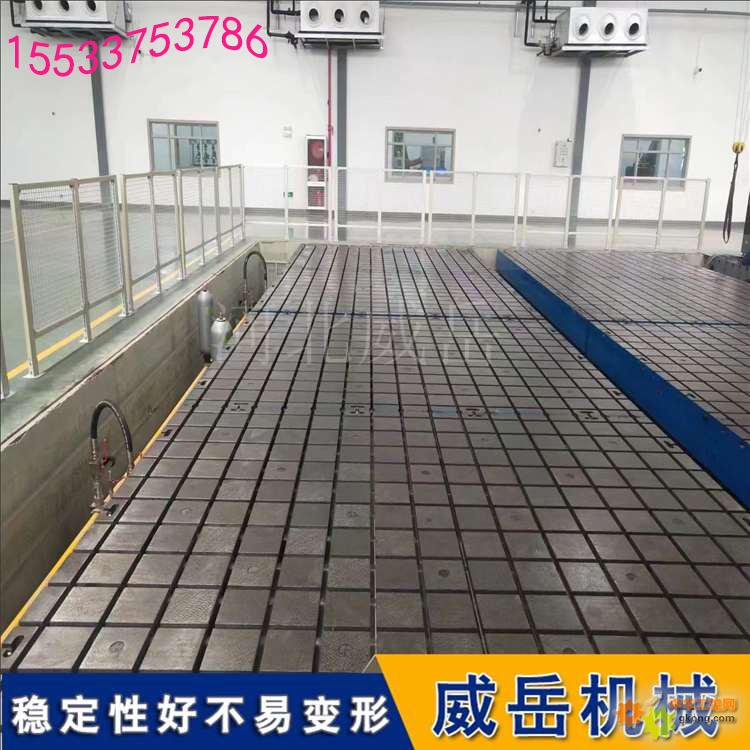
����������ƽ̨��һ�ֱ������T�Ͳ�����װ�䣬���Ի�е�豸�ĺ��Ӻ���������ƽ̨���ߡ�T�Ͳ�װ��ƽ̨��������õ��ǹ��й��գ���Ϳɫ�ķ������м��飬ȷ����ƽ��ľ��ȡ�������һ����T�Ͳۣ�Ҳ���Ը���Ҫ��ӹ�����Բ�ף����ֺ���������ƽ̨���õ��Ǵ���������ɵġ�����������ƽ̨�㷺Ӧ���ڶ�����е�豸��װ�䡢���ԡ����ӡ�í�������ֲ�Ʒ�������T�βۣ����Թ̶���е�豸��
һ�� ����������ƽ̨�ı���
1. Ϊ�˷�ֹT�Ͳ�װ��ƽ̨�����ı��Σ��ڵ�װ����������ƽ̨ʱ��Ҫ���ĸ�ͬ�����ȵĸ�˿��ͬʱ��ס����������ƽ̨�ϵ��ĸ����ؿף�������������ƽ̨ƽ�ȵ�װ�����乤���ϡ�
2. ������������ƽ̨֧�е��á���ƽ����֤ÿ��֧�ŵ��������ȣ���֤��������������ƽ̨ƽ�ȡ�
3. ����������ƽ̨��װʱ������������ƽ̨��ĸ���֧�ŵ��õ���������á���ʵ����רҵ������Ա������������ƽ̨�������ϸȡ�
4. ����������ƽ̨ʹ��ʱҪ������Ź�������Ҫ�ں���������ƽ̨��Ų���ȽϴֲڵĹ���������Ժ���������ƽ̨��������ɿ��������˵���
5. Ϊ�˷�ֹ����������ƽ̨������Σ�ʹ����Ϻ�Ҫ�������Ӻ���������ƽ̨�����������������ʱ��Ժ���������ƽ̨��ѹ��ɺ���������ƽ̨�ı��Ρ�
6. ����������ƽ̨����ʱҪ��ʱ��������ϴ����Ȼ��Ϳ��һ������ͣ����÷���ֽ���ϣ��ú���������ƽ̨�����װ������������ƽ̨�Ǻã��Է�ֹƽʱ��ע����ɶԺ���������ƽ̨����������ˡ�
���� ����������ƽ̨������ά����
1. �ֹΣ�������������ƽ̨����Ƚϴֲڡ��ӹ��ۼ����������⡢��ƽ��Ť��������������0.005mm����ʱ��Ӧ�ȴֹΡ����۽Ͽ�10mm���ε��ۼ�˳��Ƭ���ظ���������������ƽ̨�����е�ÿ25mm×25mm��Ϊ4~6�㣬����ֲڶ�ΪRa2.5-Ra3.2ʱֹͣ�ֹΡ�
2. ϸ�Σ�ϸ�� �ǽ��ֹκ�ĸߵ��ȥ������Dz��ö̹η����ۿ�Լ6-8mm���е��ɢ�졣ϸ��ʱҪ���ŷ���Σ�����һ�飬�α�ʱҪ��45�Ȼ�60�ȷ���γ����ơ���ƽ���е�ÿ25mm×25mm��Ϊ10~14�㣬����ֲڶ�Ra1.6-Ra3.2ͬʱӦ�����λ��ʱ�����ɽ���ϸ�Ρ�
3. ���Σ���ϸ�εĻ����Ͻ��о��Σ�����С�ε����Բ���ľ��ε������ۿ�Լ5-7mm��ƽ���е�ÿ25mm×25mm��ӦΪ20~25�㣬ƽ��ȴﵽ0.01mm/500m�O���£�����ֲڶ�ΪRa0.8-Ra1.6ʱ����ϸ�Ρ������ڼ��鹤�ߡ�����ͽ��ܹ��߽Ӵ���Ĺ�����
4. �λ����λ�������һ�����ۣ������л������͵Ĺ��ܡ�һ�㳣���Ļ����У�б���ơ����λ��ƺ����ۻ��Ƶȡ�����ͨ���۲�ԭ���Ƶ���������ʧ��������ж�ƽ�湤�����ĥ��̡�
|

