|
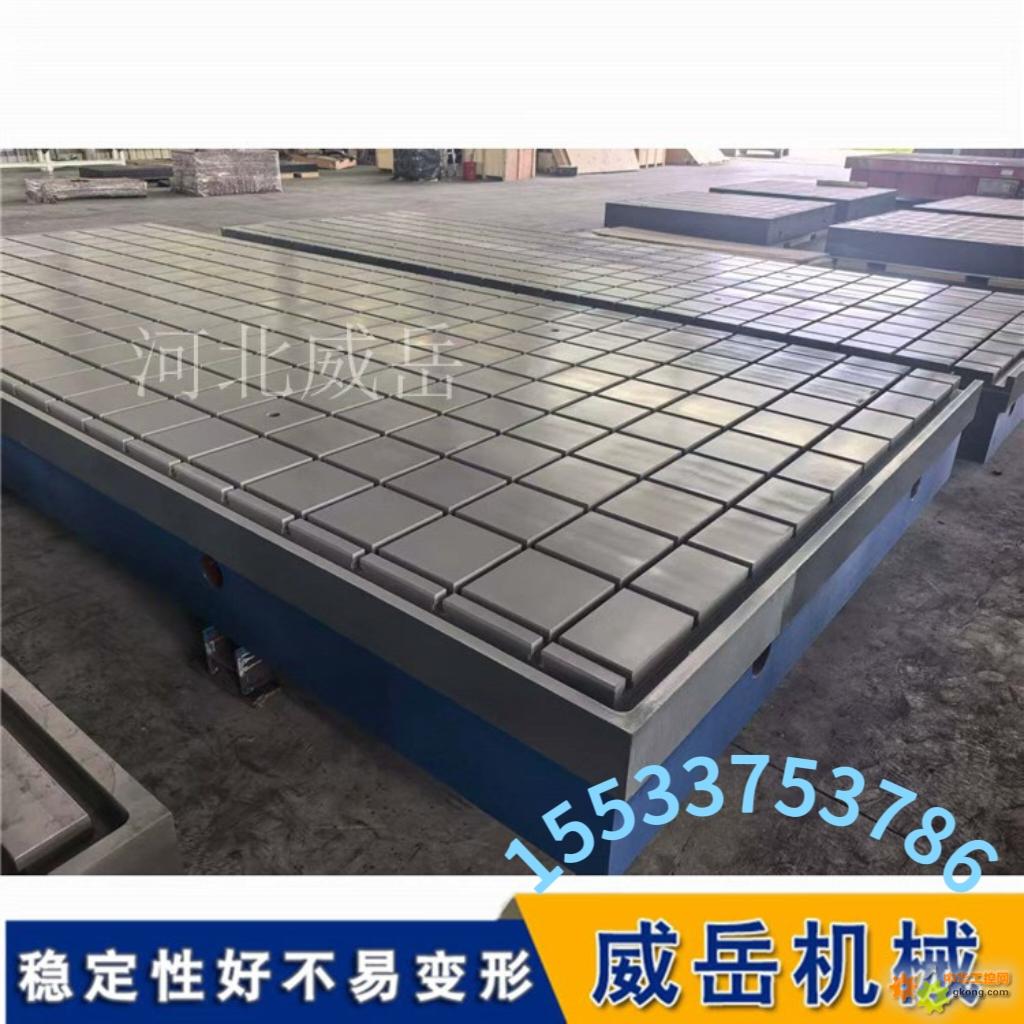
在精制造与装备装配领域,T 型槽铸铁平台是基准承载、精度传递、工装适配的核心载体,广泛应用于机械加工、设备装配、精度检测、焊接调试等场景。它以高刚性、高稳定性、高适配性,为工业生产提供微米级基准支撑,其加工精度、装配工艺、检测标准直接决定后续工序的质量上限。
T 型槽铸铁平台的加工核心是消除应力、严控形位公差、保障槽型适配性,从毛坯到成品历经多道严苛工序,每一步都决定平台的稳定性与精度持久性。
材质选用HT200-HT250 高强度灰铸铁,原生铁水成分严格化验,拒绝劣质回炉料,确保材质均匀、阻尼性好、刚性充足。采用树脂砂造型工艺,筋板布局科学,增强平台整体刚性与承重能力;浇筑时精控制温度与速度,避免气孔、砂眼、疏松等缺陷,让毛坯内部组织致密,为后续加工奠定基础。大型平台可分块铸造,预留拼接定位孔,兼顾加工可行性与整体精度。
铸造后毛坯内部残留大量内应力,若不,后期易变形、翘曲,导致精度失效。采用双重时效工艺:先经550-600℃高温人工时效,保温 8-12 小时,快速释放大部分铸造应力;再进行18-24 个月自然时效,让残余应力缓慢释放,确保平台长期使用不变形、不翘曲,重载下仍能保持台面平整。
粗加工:龙门铣床粗铣工作面与底面,去除大部分余量,预留 3-5mm 精加工余量,初步修正毛坯变形,保证整体轮廓规整。半精加工:精铣工作面、侧面及 T 型槽基准面,控制平面度误差≤0.1mm/m,为精加工提供均匀余量;严格把控 T 型槽位置度,确保槽间距均匀,符合设计图纸。
工作面:采用大型龙门磨床超精磨削,0 级精度平台平面度误差≤0.02mm/m,1 级≤0.03mm/m,表面光洁度达 Ra0.8-Ra1.6;高精度场景可追加人工刮研,提升接触精度与耐磨性。
T 型槽铸铁平台的装配核心是水平校准、稳固固定、工装适配,需兼顾安装效率、精度稳定性与工况适配性,满足不同尺寸、承重、精度需求的作业场景。
T 型槽铸铁平台作为精制造的 “基准之基”,其加工、装配、检测的全流程把控,直接关系到工业生产的精度与效率。从毛坯铸造的刚性奠基,到精加工的微米级锻造,从科学装配的全场景适配,到严苛检测的权威核验,每一个环节都精益求精,只为打造适配加工、装配、检测全工序的高精度基准平台,为现代精制造提供坚实支撑。
|

