一、应用简介
1. 应用简述:成型机主要用说生产工业品的防震内衬包装,如电子,电器,通讯器材,电脑配件,仪器仪表等的内包装。
2. 公司介绍,本公司已取得纸塑行业的多项专利,通过了ISO9000的管理认证,并取得了出口的CE认证,拥有本行业最全面的最先进胡技术,是目前世界上纸塑机型种类最多的企业,依靠先进的技术,卓越的质量,有竞争力的价格,良好的售后服务本公司赢得胃越来越多的客户,已成为世界范围内纸浆模塑行业最主要的供应商。
二、应用说明
应用功能描述
纸塑成型机有上模和下模,上模动作有吹气和抽气,下模动作有上升下降和吹气抽气。下模上升下降有三个传感器进行定位。
成型机动作过程:自动---下模下降(下位)---下模抽气---下模上升---中位脱水(中位)—下模上升---上模抽气,下模吹气(上位)----下模下降-----上模吹气
其他要求
每个动作都要有手动,自动两种模式,自动时有全自动和半自动两种模式,半自动时加触发条件后继续运行
吹气抽气时间可设置,合模时和故障时报警.

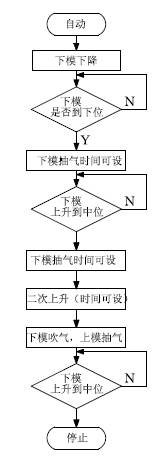
图1成型机样图 图2 xxx系统流程图
- 工艺流程说明:图2成型机流程图
注:本流程程图仅作参考不代表产品的实际流程,在此仅作交流学习参考。
- 系统需要分析:
输入输出如下表,输入共14个,输出10个,LOGO基本模块只有8个数字输入点,4个数字输出点,所以就需要添加扩展1个模块DM16为多出的6个输入,6个输出。此系统没有模拟量输入输出,因此不予考虑。又因需要调整抽气吹气时间,所以必须要信息显示面板,及操作按钮。因负载多为24V,所以选择LOGO! 12/24RC 6ED1 052-1MD00-0BA6,扩展模块LOGO! DM16 24R 6ED1 055-1NB10-0BA0
3. LOGO在成型机上应用,LOGO内置逻辑时间继电器减少接线,成本比以前的时间继电器加S7-200要低。
三、应用的设计与实现
1. 电气控制原理图说明
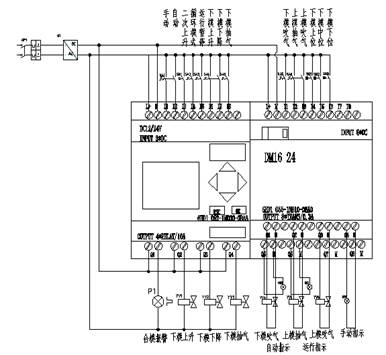
2. I/O分配表(包含LOGO!所有输入输出的地址以及功能说明,如下图)

图2 成型机I/O
3. LOGO! 控制程序说明
1.自动模式:
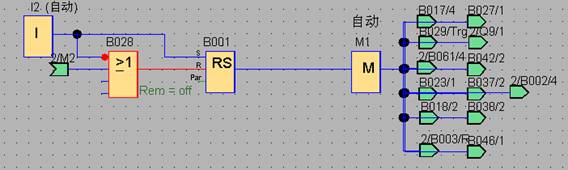
2.起始步:

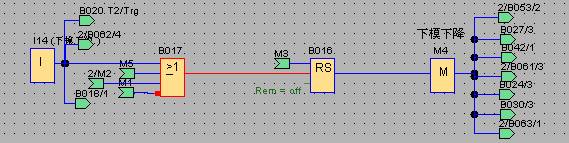
3.下模下降:
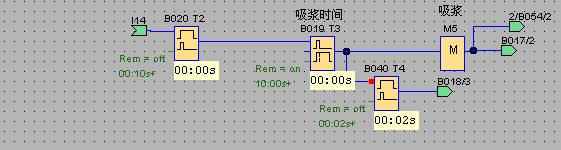
4.吸浆:
5.下模上升:

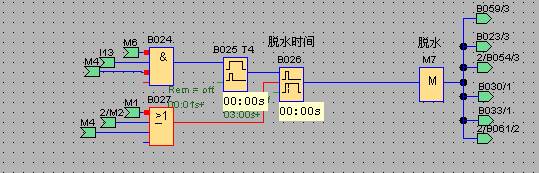
- 脱水:
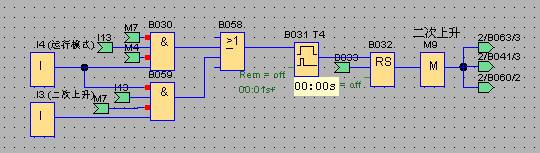
- 二次上升:
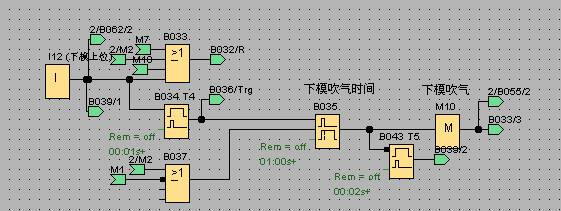
- 下模吹气:
- 上模抽气:

- 上模吹气:

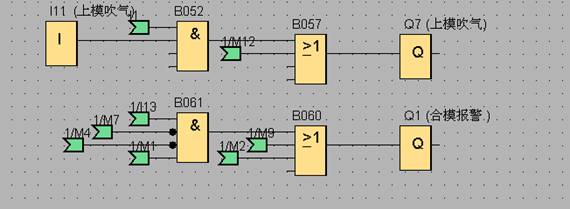
- 合模报警:

- 运行故障:

13.手动动作和合模报警


4. 应用设备图片展示

图x 电控柜内部结构图
四、应用体会
1. 本人接触较的是S7200,S7300,LOGO产品是想通过这次的活动更多的了解西门子的产品及其应用,以便以后能够提出更好更优化的方案。S7-200,300与LOGO比较:
|
产品系列 |
优点 |
缺点 |
|
LOGO |
小巧灵活,配置方便,能够直接仿真 |
指令有限,编程不够方便,输入输出有限 |
|
S7-200 |
指令丰富,编程方便,适合中小型项目 |
西门子没有的仿真软件,仿真比较麻烦 |
|
S7-300 |
|
|
参考文献
[1] 参考文献内容:参考文献LOGO系统手册2011.04

