一、应用简介
1. 应用简述:该设备用于连接器生产过程中的耐电压检查工序。通过对耐电压仪及探针设备的自动控制,实现放入产品后自动检查的功能,减轻了工人劳动强度,增强了工序的安全性。
2. 公司介绍:青岛科磊电子是一家为电子企业生产定制设备的公司,产品包括:生产连接器所用的组装、检查、测试等设备。
二、应用说明
1. 应用功能描述:
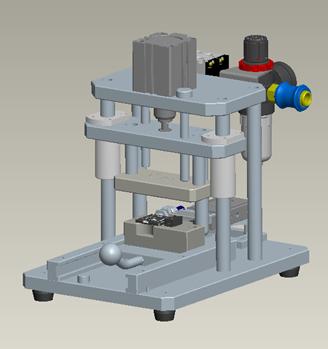
图1 产品设计图
2. 工艺流程说明:
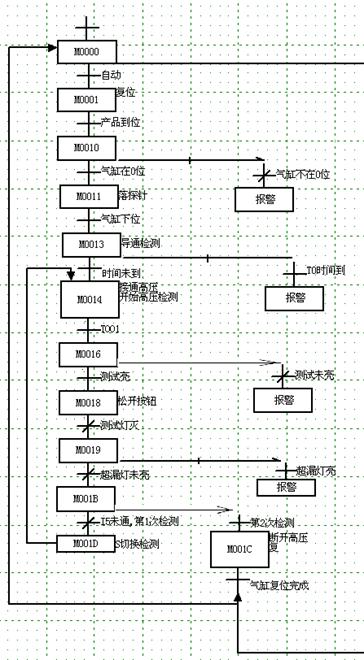
图2 耐电压检查设备系统流程图
3. 系统需要分析:
该工序以前采用操作者拿检查电极分组进行检查,操作繁琐而且容易遗漏,特别夜班时操作者容易疲倦,经常发生漏检现象。因安全问题不能使用高电压(人工操作只能使用低于36V电压),有些潜在不良品无法检出。因此使用自动检查设备势在必行。
自动检查设备控制系统,输入需要8个开关量,输出需要4个开关量。所以该设备选择西门子LOGO! 12/24RC(0BA6)型控制器来实现主要的控制功能,能完全满足要求。西门子LOGO!系列产品不仅能够实现装置的功能需求,而且具有成本低廉、配置灵活,体积小巧、安装快捷,编程简单、调试方便等优点,能够有效地提高设计开发效率和产品经济效益。
三、应用的设计与实现
1. 电气控制原理图说明

图3 耐电压检查设备电气控制原理图
2. I/O分配表
表1耐电压检查设备输入输出信号表
|
I1 |
手动/自动转换 |
|
I2 |
急停/复位 |
|
I3 |
手动+ |
|
I4 |
产品选择 |
|
I5 |
气缸0位 |
|
I6 |
气缸0位 |
|
I7 |
产品到位 |
|
I8 |
超漏 |
|
Q1 |
气缸 |
|
Q2 |
耐压仪 |
|
Q3 |
报警 |
|
Q4 |
复位 |
3. LOGO! 控制程序说明
操作者放入产品,推入产品底座,I3所连接的传感器会感应到信号,PLC输出驱动信号到Q1连接的气缸,驱动探针下行接触产品。然后启动耐压仪进行耐电压检查。产品合格或者不合格耐压仪会返回不同的信号,PLC根据耐压仪返回的信号来决定复位或者报警。然后进入下一产品测试流程。
4. 应用设备图片展示

图4 设备整体图

图5控制箱内部图
四、应用体会
12/24RC(0BA6)型控制器性价比较高,经济实用,用在小型设备上非常合适。但输入电压24V的控制器无法直接使用AC220V电源。在使用过程中安装了个插头式的电源变换器,如果控制器带开关电源就方便了。另外在选型时对I/O数量估计有误,I/O口不足,使用时用继电器代替了。设备经过试用,完全达到设计要求,避免手工操作带来的问题,产品质量生产效率进一步提高。
参考文献 [1] 参考文献内容:《LOGO!控制器实训教程》;作者张子义译
作者简介 张泽亮 男,高级技师

