摘要:在SINUMERIK 840Dsl系统中, 由于机械结构的原因,使用了一个SINAMICS S120驱动器分别驱动三个电机的结构。在使用过程中,由于使用了不同型号的电机、并且使用了绝对值直接测量系统,出现了一些小问题,最终使用了设定点切换功能解决了这些问题。
关键词:西门子840Dsl、设定点切换、S120驱动、单驱动多电机、多组电机参数、多组编码器参数
一、项目简介
1.该机床为上海某航天企业委托沈阳机床集团中捷机床有限公司、华中科技大学共同研制的一款机床。沈阳机床集团目前是国内最大的机床生产商,中捷机床有限公司是沈阳机床集团下属最重要的数控机床生产企业。主要生产各类数控加工中心、包括龙门、落地、立式车床、各类五轴机床等等。华中科技大学在该项目中负责激光部分。
2.该机床是一款高架桥式五轴机床。该机床共配置了三个附件头、分别为24000rpm 电主轴附件头、40000rpm电主轴附件头、激光焊接(切割)附件头。这三个附件头分 别用于粗加工、精加工和焊接或切割。
3.由于机床为五轴联动机床,故系统选择了SINUMERIK 840Dsl,大概的配置如下:
NCU:730.3 PN
显示器:OP 015
操作面板:MCP 483PN
驱动器:SINAMICS S120
电机:1FT7系列
PLC:ET200系列
手持操作单元:HT2
电主轴:第三方
激光装置:第三方
二、项目方案系统构成
1.该机床采用高架桥式结构,主要结构如下:
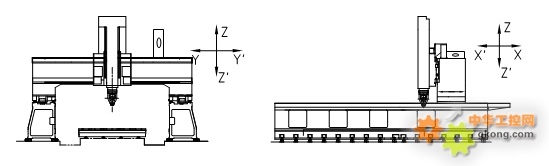
X轴为双边驱动、齿轮齿条结构。
Y轴也为齿轮齿条结构。
Z轴为滚珠丝杠。
C轴安装在滑枕内。
A轴共有三个、采用和机床分体式结构、可根据不同要求随时对其自动更换。
主轴也为三个,分别在三个A轴内,分别为24000rpm电主轴、40000rpm电主轴和激光头。(主轴和A轴共同组成附件头、故该机床配置了三个附件头)
因机械结构的原因,三个A轴的电气接口只有一套(电机动力线、编码器线、外接圆光栅线的对接插头),故在方案设计时,电气部分也只使用了一套驱动系统。
2.该机床共有十三个伺服轴、分别为:X1、X11、X2、X21、Y1、Y11、Z1、A1、A2、A3、SP1、SP2。其中X轴采用龙门同步功能,同时单边的X轴采用了主从功能。Y轴为主从功能。附件头为分体式结构,可以自动进行更换,该功能需要系统的PARKING轴功能支持。此外三个附件头和机床连接后,可组合成三组五轴结构,故还需要系统支持多组五轴变换功能。三个A轴因机械结构原因,采用了两种电机,故还需要驱动器支持多组参数功能。在激光头方面,系统还需要支持激光的快速输入输出信号及相关功能。根据上面机床对系统方面的大概要求来看,SINUMERIK 840Dsl是该机床的最佳选择方案。
3.在电气设计方案前期,按照一个A轴(机床轴名)设计,但在调试的过程中,发现三个实际A轴的绝对值圆光栅因安装位置不同,在生效后的零点是不一致的,还需要重新调整零点,给操作带来了不便。于是最终选择了三个A轴(机床轴)的设计方案。
三、控制系统完成的功能
1.该机床的X轴改用了龙门控制功能。利用龙门轴功能,以确保 2 根X轴机械刚性连接,能够不带机械位置偏置的同时运动,实现位置同步。在操作和编程中,每对龙门只作为一个机床轴来应用。
该机床的单侧的X轴及Y轴均采用两个电机控制,为主从功能。利用此功能可以将两个电机驱动通过机械耦合到同一根轴上,实现主从驱动控制。通过设置相应的机床数据调整涨紧力矩,保证主动和从动驱动器之间合适的力矩,避免两组电机工作时的相互干扰,保证主动轴和从动轴之间的涨力状态,消除机械上的传动间隙,得到较好的运动的特性。
该机床采用了自动更换附件头的功能,因附件头上带有伺服电机、电主轴及编码器和直接测量系统的圆光栅,故还使用了PARKING轴功能。PARKING轴被称为闲置轴或驻车轴。也就是说机床在上电的情况下,能对伺服电机的动力线、编码器线及直接测量系统的电缆进行插拔,而机床不会出现报警,还能够正常进行工作。
本机床还应用了SINUMERIK 840Dsl的很多其它功能,如五坐标轴插补、内部驱动变量分析、软撞块功能、高速激光开关信号 HSLC、间隙控制 CLC等功能,由于篇幅的原因,在这里就不详细的介绍了。下面就详细的介绍一下SINAMICS S120单驱动器驱动多电机上的调试。
2.因附件头机械结构的限制,三个A轴电机选择了两种型号,分别为:
A1轴:1FT70665AF701NG0
A2轴:1FT70665AF701NG0
A3轴:1FT70465AF701NG0
在驱动器选择上,因附件头接口只有一组A轴的接口,故只选择了一个轴的驱动器。因此系统要支持一个驱动器能够驱动不同电机的功能。在PLC的变量中,DB3X.DBX21.3 / 21.4 为选择不同电机的接口变量。

不但进过PLC的处理,驱动器部分还需要做许多配置才能完成该功能。首先在驱动器内要增加MDS组。
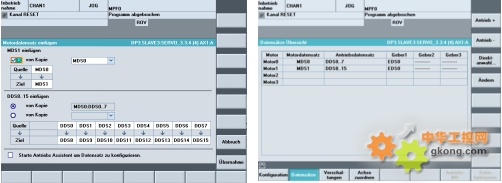
在增加MDS的同时,DDS也被同时复制了一组。但由于使用了EnDat绝对值的直接测量系统(绝对值圆光栅),都有自身的序列号,因此还要有新的编码器数据组:即EDS。还需要修改参数:
P0140: 编码器数据组(EDS) 数量 / EDS 数量
P0141: 编码器接口( 编码器模块) 组件号 / 编码器接口组件号
P0142: 编码器组件号 / 编码器组件号
P0187: 编码器1 编码器数据组编号 / 编码器1 EDS 编号
修改上述参数后,就可以在不同的MDS组中配置不同的电机和编码器。
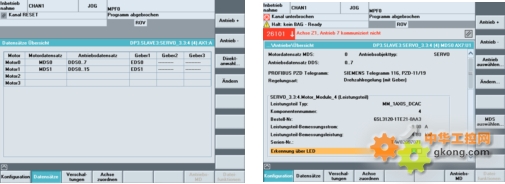
经过上面对驱动的配置和调试,驱动器部分就已经允许单个驱动器驱动不同电机的功能。PLC程序中还需要进行一些调试,大概内容如下:
L #axis_number
L 30
+I
T #AXIS_DB
A #MDS0
OPN DB [#AXIS_DB]
AN DBX 2.1
R DBX 21.0
R DBX 21.1
R DBX 21.2
R DBX 21.3
R DBX 21.4
A #MDS1
OPN DB [#AXIS_DB]
AN DBX 2.1
S DBX 21.0
R DBX 21.1
R DBX 21.2
S DBX 21.3
R DBX 21.4
…… 共编制了三组程序。
在调试初期,为了NC使参数设置简便一些,NC的A轴按照一个机床轴设置的,但在调试过程中发现,由于使用了绝对值的编码器,存在下面两个问题:
(1)绝对值的编码器有不同的序列号,如不进行初始化,会出现报警。
(2)不同附件头生效后,A轴因外接编码器位置安装的原因,显示的坐标轴值不同,需要每次都对零点重新调整。
针对这两个问题,我们最终选择了三个A轴的方案,虽然NC参数设置复杂,但能解决上述的问题。
首先需要在自动更换附加头的程序中增加如下语句:
$MA_ENC_SERIAL_NUMBER[1,AX4]=0
$MA_ENC_REFP_STATE[1,AX4]=2
$MA_ENC_SERIAL_NUMBER[1,AX10]=0
$MA_ENC_REFP_STATE[1,AX10]=2
$MA_ENC_SERIAL_NUMBER[1,AX11]=0
$MA_ENC_REFP_STATE[1,AX11]=2
这样就解决了编码器序列号及回零调整的问题。
再有我们尝试用Setpoint Exchange解决一个驱动器驱动多个不同电机的功能。Setpoint Exchange功能是原本是使用一个电机驱动不同的机床轴。在这里,使用该功能,变成了一个驱动器驱动多个不同的电机。经过调试,该功能完全解决了上述的问题。
因该机床的驱动已经进行了多电机组的配置,故NC部分按照正常机床轴设定即可。只需要对PLC程序处理即可,PLC程序大致如下:
OPN DB [#req_ax_no]
A DBX 24.5
JC M003
SET
OPN DB [#ax1_no_t]
R DBX 24.5
OPN DB [#ax2_no_t]
R DBX 24.5
OPN DB [#ax3_no_t]
R DBX 24.5
OPN DB [#req_ax_no]
SET
S DBX 24.5
M003: NOP 0
OPN DB [#req_ax_no]
A DBX 24.5
JCN M002
A DBX 96.5
AN DBX 61.3
JCN M002
SET
R #ax1_req
R #ax2_req
R #ax3_req
S #set_ch_finish
L #req_ax_no
L 30
-I
T #act_ax_no
这些问题解决后,新的问题又出现了。即三个A轴如何和C轴及X\Y\Z组成五轴坐标变换的组合。SINUMERIK 840Dsl只提供了两组五轴变换功能的设置。于是通过NC程序对五轴变换的相关参数进行修改,就可以设置三组五轴变换,相关参数如下:
24110[4]:$MC_TRAFO_AXES_IN_1
24500[0][1][2]:$MC_TRAFO5_PART_OFFSET_1
24550[0][1][2]: $MC_TRAFO5_BASE_TOOL_1
24560[0][1][2]: $MC_TRAFO5_JOINT_OFFSET_1
经过上面的调试,该机床的功能基本完备,满足了机床的设计要求。
四、项目运行
该机床已于2015年5月交付用户使用,目前机床运行稳定,得到了用户的认可和好评。
五、应用体会
在机床调试过程中,虽然遇到了一些问题,但SINUMERIK 840Dsl总是能够提供多种解决方案。如SINAMICS S120能够提供多组电机数据、编码器数据。应用Setpoint Exchange功能解决单个驱动器驱动不同电机的问题。通过对NC参数的读写功能实现多组五轴变换功能。就已多组五轴变换为例,SINUMERIK 840Dsl还有一种解决方案,就是设置多个通道。SINUMERIK 840Dsl在每个通道内便有两组五轴变换,同样能满足多组五轴变换的需求。
综上所述,SINUMERIK 840Dsl不愧为当今世界上功能最为强大的数控系统。
六、参考文献
SINUMERIK 840Dsl / 828D Extended Functions
SINUMERIK 840Dsl / 828D Special functions
MSD Umschaltung mit Motorengleicher oder unterschiedlicher
Polpaarzahl(德文)

