|
һ ��ϵͳ����
���̷�Χ��Ϊ�ղ�2500�����ɷ�ˮ���������ṩ�����ļ�ɢ����ϵͳ��DCS��������ˮ��������Ҫ��Ϊ������Ʒ��ˮ���ṩ�ȶ��Ա��ϡ�
����ϵͳ��Ƶ�����Ŀ��
•Ϊ������Ʒ��ˮ���ṩ�ɿ������л�����
•�������ˮ�������ߵ��Զ���ˮƽ��
•ʵ�ֻ����Ʒ�����У�������о����ԣ�
•���������Ա����Ч�ʣ������������ȫ��ֵ��Ҫ��
•���Ч�棬�����ܺġ�
����ϵͳ��Ƽ�Ӧ��ʱ�����˼��
1�� ������ƣ�����DCS���ɺ���Զ����̶ȡ������¹�������������������ָ���������ȣ����Ƚ��Ŀ��Ʋ��Եȣ�����������Ч�棬�����ܺ�Ϊ���˼�롣�������£�
�������
•���������̵��Զ���������DCSϵͳЭ����ɣ��ﵽ����ƽ�⡣
•���ϻ��鰲ȫ���ɿ�����Ч���к���ͣ��
��������еļ�������Ч��
•�����ڶ�������������У�ʹ���鴦��������й�����
•ʵ�ָ��Զ���Ͷ���ʣ���߿ɿ��ԣ�����������������¹��ʡ�
���ƵIJ���ָ�����¹ʷ����ֶ�
•��������й������ɺܶ��������ӳ�����������й��������쳣ʱ��һ������г��۹��ܼ�������Լ���Ƶ�ʵ�У�һ�����ṩ��ز��������ơ�ͼ���ȸ�Ч��ʽ֪ͨ������Ա��ʱ������
•������¼��ӡ��������ӡ���¹����ӡ�������Ա����ȹ��ܣ������ڻ�����ճ��������¹ʷ�����
•��Ч����ݵ�ϵͳ����ά����
2�� ϵͳ��ƣ�����DCS�ĸ߿ɿ��ԡ��Ƚ��ԡ���ά��������̬��Ϊ���˼�롣�������£�
�ɿ������
•���в���������ͨ�û���ģ�黯��
•����ϵͳ���ֲ㡢��ɢ�����ε�ԭ��
•����I/Oģ����Ϊ���ܻ���ƣ����ø����ʩ�����и߹�ģ���ƱȺͲ�ģ���Ʊȡ����������������˲�������ż�����ŵĴ�ʩ��
�������
•ϵͳ�������ͨ������
•ѡ��ģ�黯�Ĺ�����̬����������������ȡ�
��չ�����
•���ù�ҵ��̫������ṹ��ͨѶ����100mpbs�����������������������վͨ��˫�ʵ��¹ҽ������������ϣ��м�ǿ��ͨѶ��չ������
•�ṩ������ϵͳ��ͨѶ�ӿڣ��繤ҵ��̫����PROFIBUS DP��MODBUS��
���������
•֧�ֹ��ʱ����ݽӿڣ���OPC��ODBC��OLE��DDE��SQL�ȡ�
•֧��SISϵͳ��ʵ�ֶ�DCS���ݵļ�ء�
����ϵͳ�����빦��ʵ��
����ˮ���������ص��ʵ��I/O�����Ʒֲ����������������Ʒ�������ƵĻ������ܰ�����ԭ������ϵͳ������ĥϵͳ�����Ͼ���ϵͳ���ճ�ϵͳ��Ҥͷϵͳ��úĥϵͳ������ϵͳ������ϵͳ�Լ�����ͼ�ȣ�ϵͳ���������̷ֱ�������£�
1��ԭ������ϵͳ
����ϵͳ��Ҫ��ˮ����������ԭ�����ۡ�ɰ�Һ�ʯ��ʯ����λ�ƽ����Զ������ƣ�ʵ�ָ�ԭ�ϼ�ĺ�������Ч��ȡ����ϵ�Ŀ����Ϊ��ȷ������ԭ�ϡ�ȼ�ϵ����ı��������ʡ��߲��������ĵ�����ˮ�����ϡ���ԭ���ǣ����Ƶ�������ĥ���գ��������������ʣ������������ڲ������ƺ��������������̡�
2������ĥϵͳ
��ĥ�ǽ�С��״����״���������ѳ�ϸ�۵Ĺ��̡�����ĥ�ǽ�ԭ����Ϻ��ĥ�����ϵĹ��ա���Ҫ��������ĥ��ѡ�ۻ��Լ��۳����չ��ܵȡ�����������ĥϵͳ�Ա�֤���������Ͳ�����������ϵ������Ͳ��������͵�λ��Ʒ��ĵ�����Ҫ���塣
3�����Ͼ���ϵͳ
���Ͼ����Dz��ÿ������輰���������²�����“©��ЧӦ”��ʹ���Ϸ����½���ʱ�и������������Ի�ϡ�ͬʱ���ڲ�ͬ���������������£�ʹ�ؿ���ƽ�����淢����С��ͬ�������������ã��е�����ж�ϣ��е������������Ӷ�ʹ�����������������б�����о����Ͼ�����
4���ճ�ϵͳ
�ճ�ϵͳ�ǽ�����ת��Ϊ���ϵĹ��̣�ֱ�Ӿ���ˮ��IJ�����������ȼ�Ϻͳ��ϵ������Լ���תҤ�İ�ȫ��ת����ؼ�����������Ԥ�ȼ������ֽ�¯�ͻ�תҤ���ֱ�е�ˮ���������չ��̵�Ԥ�ȡ��ֽ��Լ��ճɡ�
5��Ҥͷϵͳ
Ҥͷϵͳ����ʽ��ȴ���������ڸ�Ч�����ٵ�ʵ����������ȴ����֮������̻��ȡ��ڶ����������ͬʱ�����ж���Ҥ���η缰��¯���η�õ�������������
6��ˮ���ĥ����װΪ���ڹ��̣���δ������
7������ϵͳ
��Ҫ�Ƕ����ϵ����Ҹ�ѹ����ճɵ���ʵ��ѹ��ʵ��ʵʱ��ء�
8����������
ˮ�������ĸ�������վ��Ϊ��ɢ����ʱϵͳ�İ�ȫ�ܴ�̶���ȡ���ڿ���������ȶ��ԡ�������˻�����������������ʹ�����ǵĹ��̿������缫Ϊ�ɿ���������������ϵͳ�İ�ȫϵ����������ϵͳӲ���ṹ����ͼ��ʾ��
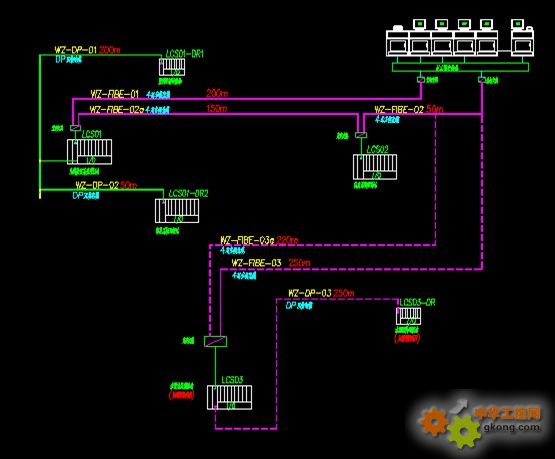
ϵͳ��Ӳ���ṹ�Ͽɷ�Ϊ��
��1������Ավ(OSվ)����ʦվ(ESվ)
DCSϵͳ����4�����IJ���Ավ��OSվ��������Զ�����ϡ�����ĥ�ۡ��ճ�ҤβҤ�С�Ҥͷ��úĥһ��OSվ����4������Ավ��ÿ������վ��24��Һ����ʾ����������������һ�����һ��ESվ��ÿ��OS�����ó��졢�ɿ���DELL���ü������
OSվΪ����Ա�ṩͼ�Ρ��б�����������ʷ�������ֵȣ����ڴ�ӡ�������������Windows XP�������������ϵͳ�µ�WINCC6.2Ӧ������������OSվ��Ϊȫ��ֵ�����ã�ͼ����������һ�£�ʵ���ֳ���ͣ����ء����ݴ洢�����в�����
ϵͳ����1����ʦվ��ESվ�������ó��졢�ɿ���DELL���õ��ԡ�
ESվ��Ҫ���ʵʱ���ݿ⡢���ƿ顢ͼ�Ρ����ơ�������ϵͳ���ݵ����ɺ���װ����ɶ�ϵͳ����ϸ����Ϻ�ϵͳ���ݵ��б��ͺ�����Windows XP�������������ϵͳ�µ�STEP7v5.4��WINCC6.2Ӧ��������
���ɵ���רҵ��Աͨ������ʦվ��ϵͳ������̬��ά����רҵ����ʦ����Ȩ������£��������ֳ���ϵͳ�������������ġ�ͬʱ��������������Ϳ����������ڹ���ʦվ�ϲ鿴���������û���ϵͳ���յij̶ȣ��Լ�ϵͳ������Ӳ�������ȡ���������̬ʱ�������������Ավ��ȫ��ͬ��������
����ϵͳ����2̨�����ӡ�������ڼ�¼��ӡ��CRTͼ������ӡ��ѡ��HP�����ӡ����
��2��Զ��I/Oվ
ϵͳ��������CPU����άUNIMAT��Զ��I/Oվ�����ɣ�ÿ���ֲ�ʽI/Oվ��������ά��UNIMAT��UN 300ϵ��ģ�飬ͨ��153�ӿ�ģ���S7-400�������վ����PROFIBUS-DPͨ�š�������UN 300ϵ�е�UN 321-1BL00-0AA(32DI)��UN 322-1BL00-0AA0(32DO)��UN 331-1KF01-0AB0(8AI)��UN 331-7KF02-0AB0(8TC)��UN 332-5HD01-0AB0(4AO)�ȣ��Ƚ�ʡ�˳ɱ����ֽ������ܺġ�
��3�������ͨѶ����
CP443-1��Ϊ���Ĺ�ҵ��̫������װ�ã����������ϲ��ø߷����ȼ���ͨѶ���£���ҵ��̫���Ŀ����ϴ���CPU���Զ�������ͨѶ�źš����ٹ�ҵ��̫�����ڹ�ҵ��̫����ͨѶЭ��Ļ����ϣ���ͨѶ������ߵ���100M/s��SIMATIC NET �еĸ�����̫��������ȫ˫������(FDX)ͨѶģʽ������ģʽ����վ��ͬʱ���ͺͽ������ݣ�ͨѶ���ʿ����һ����SIMATIC NET �ڸ�����̫���ϻ������˽������������ý�����ģ�齫�������ηֳ�����������ÿ�����������Զ������γ�һ������ͨѶ���Σ����Դ������ͨѶЧ�ʡ���ͨ��̫������������������ͨѶ�����Ĵ��ڣ�ʹ��������ʵ��ͨѶ����ֻ��40%��������ȫ˫������ͨѶ�����ͽ���������ʹ�������ͨѶ�������Գ�ֵ����á�
DCSͳ�ƻ��ܱ���I/O��
��� �豸���� DI DO AI AO �ϼ� ��ע
1 LCS01-DR1 ����Զ��վ 81 29 12 6 128
2 LCS01-DR2 ҤβԶ��վ 41 26 58 7 132
3 LCS01 ԭ��ϵͳ�ֳ�վ 248 69 73 11 401
4 LCS02 �ճ�ϵͳ�ֳ�վ 303 98 131 30 562
�� �� 673 222 274 54 1223
�ġ�ˮ�������Ŀ���Ҫ�㼰����
ˮ�����������豸��������������������ǿ���Կ����Ժ�Э����Ҫ��ߡ�Ϊ�������ҵ������Ч���뾺�������Զ����Ƶ�ʵʩ������Ҫ�����������ӵ�CPU����άUNIMAT��Զ��I/Oվ�����ɣ��ܹ��ܺõ�����ˮ����ҵ�Կ�����Ϊ����ģ����Ϊ���Ұ����������ڻ�·�Ŀ���Ҫ��
1�� ʯ��ʯ���鼰����ϵͳ
ʯ��ʯ���鼰����ϵͳ�豸���ڹ���������ϵ������“����������,˳����ͣ��”ԭ����豸����˳����ơ�
ʯ��ʯ���鼰����ϵͳ�Ŀ����ѵ�����ʯ��ʯ�����ι�������Զ����ƣ�����������ʵı仯���Զ����ڰ�ι�����ٶȣ�ʹ���ٶȱ�����Ҫ��ķ�Χ�����У����������ڰ�ι���ٶȹ��߶�ʹʯ��ʯ�ϲֵ���ж�գ�����ֱ�����ڰ�ι���ϣ����豸��һ���ı������á�
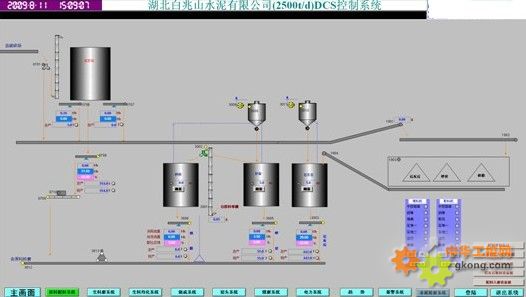
ͼ2 ԭ������ϵͳͼ���ο���ԭ������ϵͳ1.bmp����
2�� �����Ʊ�ϵͳ

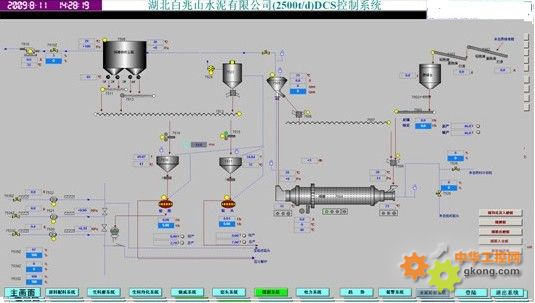
ͼ3 ���Ϸ�ĥ����ͼ���ο�������ĥ1.bmp����
�����Ʊ�ϵͳ�Ĺ������̷�Χ��ʼ��ԭ�ϵ���վ�Ŀ�ף�ֹ�����Ͼ�����Ŀⶥ������ԭ�ϵ��估���ͣ�����ԭ�Ϸ�ĥ������������⡣����Ҫ����������£�
�� �����������ƣ�QCS��ϵͳ
QCSϵͳ����������ϵͳ����ˮ�������б��㷺Ӧ�á������������ƣ�QCS��ϵͳ�����߸���ӫ������ǡ�����������ٵ���Ƥ���ӵ���ɡ��������߸���ӫ������ǿɽ����Զ�ȡ���������������������ⶨ����QCSϵͳ�������ϼ��㣬��ͨ��DCS�Ե��ӵ���Ƥ�������������б������ںͳɷֿ��ƣ�ʹ��������ֵ������Ŀ��ֵ�����������Ӷ������������ϳɷֺϸ��ʺ������ȶ��ԡ�
�� ���Ϸ�ĥ���ɿ���ϵͳ
���Ϸ�ĥ����ϵͳ�Ŀ����ѵ�����ĥ���ĸ��ɿ��ơ�������ˮ�֡�Ӳ�ȷ����仯ʱ��ϵͳͨ��������ĥ����������֤ĥ�����ڸ����ȶ�����ѷ�ĥ״̬�������ĥ���߿�ĥ�������Ը����Կ�ϵͳͨ�����õĵ��ڷ����У�һ������һ����ĥ����������̬�µ�ѡ�ۻ��ط���ĥ������ι������֮��ȣ����������������ʻ���ĥ������źŷֱ���Ϊ���ػ����ź���ʱ���ڣ�������ѡ�ۻ��طۡ��������ܡ�������źŽ�����ѧģ�ͷ������ƻ�ֵ���ơ�
��ĥ�����ó������ƣ���ĥ�����õ�����������������źŵ��ڡ�
3�� ���Ͼ��������

ͼ4 ���Ͼ���������ͼ���ο������Ͼ���ϵͳ1.bmp����
�� ����Ԥ����ϵͳ
����Ԥ������ͨ�����ƾ������ж�ϵ������ʵ�ֵġ�����Ԥ������ͨ��Ϊ�����ο⣬���ж�ϵ������26̨��Ϊ���飬ÿ��13̨��ÿ̨���ܵ���ʵ��ʱ�������ƣ�����������һ̨�ɱ�̿�������PLC����һ��ʱ��������ж�Ͽ��ƣ��Ӷ��ﵽ��ͬʱ������ϰ�һ������Ԥ�������ĥ��
�� ���Ͼ���ϵͳ
���Ͼ����ǿ�����һ��ѹ���Ŀ��������Ͻ��д��������ͨ���ڿ�������˳���װ�ã�����ʱ��˳����Ʋ��ԣ�����ʱ��ͣ��׳�����ŷ���ʹ������̬�������ڽ��裬���ϻ�ʹﵽ����Ŀ�ġ�
�� �������������Զ�����ϵͳ
���ü����ֵIJ����ź��Զ��������Ͽ��綯�������Ŀ��ȣ�ʹ���زֵ����������ȶ����Ӷ���֤���������������ȶ���
�� ���Ͼ��������Ͽ���
�����������У��ճɴ��¶�һ��Ҫ�������һ�����ʵķ�Χ����Ϊ�������ϵ�����������Ҫ����������������������ճɴ��¶Ƚ�������趨�������������趨ֵ����ϵͳͨ���Զ����ڣ����ù��������Ƶķ���ֵ�Զ����ڼ������µ綯�������Ŀ��ȣ�ʹ�����ȶ����趨ֵ�ϣ��Ӷ�ʹ����Ҥ�����ϱ����ȶ������ձ���Ҥϵͳ���ȶ����С�
4�� ú���Ʊ�ϵͳ
ͼ5 ú���Ʊ�����ͼ���ο���úĥϵͳ1.bmp����
�� ��ĥ�����¶ȵ��Զ�����
��ĥ�����¶�ֱ�ӹ�ϵ����ĥ��Ʒˮ�ֺ�ϵͳ��ȫ��ת���⡣Ϊ��ȷ���������ϸ��ú�ۣ�ͬʱ��Ҫ��֤ϵͳ�¶Ȳ��ܹ��ߣ�����ϵͳ��������ĥ�����������¶��Զ����ƻ�·��ͨ���ı�ĥ��������緧�ſ��ȿ���ĥ�����������¶��ȶ���
�� ĥ�������Զ�����
ú�۲���ú�����仯�����Ӱ��ú��ι�ϲ��ּ������ȣ�������������ú�۲���ú����Ӧ�����㶨��ͬʱҲҪ��֤ĥ����������ȫ��ת����ֹ“��ĥ”����������ĥ������ź��Զ�����ĥͷ�������ϻ�ι�������Զ����ƻ�·��
5�� �ճ�ϵͳ

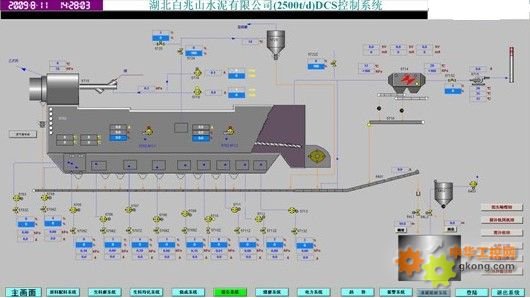
ͼ6 �ճ�Ҥβ����ͼ���ο����ճ�ϵͳ1.bmp����
�� �ֽ�¯ιú���ļ������Զ�����
�ֽ�¯���¶��DZ�֤��תҤ�������е�һ����Ҫ���Ʋ�����������������ʱ��ȼ�ϺͿ����Ļ�ͱ�������Ҫ��ȷ�ؿ��ơ��ʶԷֽ�¯���¶Ƚ��м������Ա�ʵ���Ż����ƣ�ͨ���Զ�����ú���Էֽ�¯���¶Ƚ��е��ڣ�ʹ�����������Ҫ���趨ֵ�ϡ�����ʹ�ֽ�¯������ߵķֽ��ʣ��ֲ�ʹ�����¶ȹ��߶���������ճ�ᣬӰ��Ҥϵͳ���������С�
�� Ԥ��������ѹ������
Ԥ��������ѹ���Ƿ�Ӧϵͳ����ƽ���һ����Ҫָ�꣬��Ҫͨ�����ڸ��·�����ſ�����ʵ��Ԥ��������ѹ���Ŀ��ơ�
�� Ԥ�����Զ���ɨװ��
�ɼ������һ����ʱ��˳����ɶ�ʱ��ͨ��Ӧ�ĸ���Ԥ�����ϵĵ�ŷ���������ѹ��������·����Ԥ����������ɨ���Է���Ƥ����Ӱ��Ԥ����ϵͳ���������У���ɨʱ���˹��趨��һ��Ϊ5s��20s��
ͼ7 �ճ�Ҥͷ����ͼ���ο���Ҥͷϵͳ1.bmp����
�� Ҥͷ��ѹ�Զ�����
Ҥͷ��ѹ����Ҥ��ͨ�缰��ȴ����Ҥ���η�֮���ƽ�⡣����Ҥͷ��ѹ�Զ����ڵ��ճ����ŷ�����ڷ��ſ��ȣ��Կ���Ҥͷ���η�����Ҥβ���η�����Ҥͷ���������ߵ�ƽ�⣬�Ӷ�ȡ���ȶ����պ���ȴ����֮���ƽ�⡣
�� ��תҤ��ת�ٿ���
���õIJ��������ȶ���������ȼ������ǰ���£�ͨ���Ի�תҤת�ٽ����ʵ�������ά������Ҥϵͳ�ľ����ȶ�������
�� �����һ�����ҷ����Զ�����
���ο�������Ҥ��ȼ�յĺû����������ȶ��Ժ����չ����е�ȼ�����Ķ��кܴ��Ӱ�졣��ϵͳ����Ŀ�ľ���ͨ���ȶ�һ�����ҷ������Ӷ��ȶ���Ҥ���ʿ�������ΪҤ���ȶ������ṩ��������ȡһ�ҷ�����һ�ҷ�����ſ��ȣ����ҷ��������ҷ�����ſ��ȵĿ��Ʋ��ԡ�
�� ������ϲ����Զ�����
����������ϲ��ȣ�һ���ȶ����η��£����ȶ�Ҥ���������У������ʹ���ϴﵽ�����ȴ����������ϲ������Լ�⣬���ڿ��Ʋ����в�������ѹ�������٣����ȶ�������ϲ��ȡ����ڶ���ʽ��������ԣ����漰��һ���������ٱ������ڡ�
6�� ��������ϵͳ
��������ϵͳ�Ĺؼ����ڶ���ʪ������ˮ���Ŀ��ƣ����Ʋ��Ը�����ʪ�������¶ȿ����������������ʪ������ߵ��ճ������ճ�Ч�ʣ���ʪ�������¶�һ�������130 �����ҡ�
7�� ˮ���ĥ������ϵͳ
�� �������
ι����Ҫ����ȡ��ȶ�����ĥ���źźͳ�ĥ�������Ĺ�����������ĥι����
�� ��ĥ�����¶ȵ��Զ�����
ͨ����ĥ��ͨ�����ĵ��������Ƴ�ĥ�����¶�
�� ѡ�ۻ��ĵ��������
�� ���ϵĴ洢������
������洢�豸֮����ڹ���������ϵ������“����������,˳����ͣ��”ԭ����豸����˳�����
8������ϵͳ

ͼ8 ����ϵͳ
�塢ʹ��Ч������
��DCSϵͳ����������CPU����άUNIMAT��Զ��I/Oվ�����ɣ����ɺ�Ͷ����������һֱ�ȶ��ɿ������ƾ�����ȫ�������Ҫ�Ƚ�ʡ�˳ɱ����ֽ������ܺģ������Ч�棬��ȫʵ����Ԥ�ڵ�Ŀ�ꡣ
|

