|
针对LED灯条治具、铝合金卡簧治具及CNC加工需求,以下是专业设计方案和注意事项的总结:
1. 治具设计核心要素
# 材料选择
铝合金:推荐6061 T6(强度高、易加工)或7075(超高强度,适合精密部件)。
表面处理:阳极氧化(耐磨、绝缘)或硬质氧化(更厚镀层,适合高频使用)。
# 关键结构设计
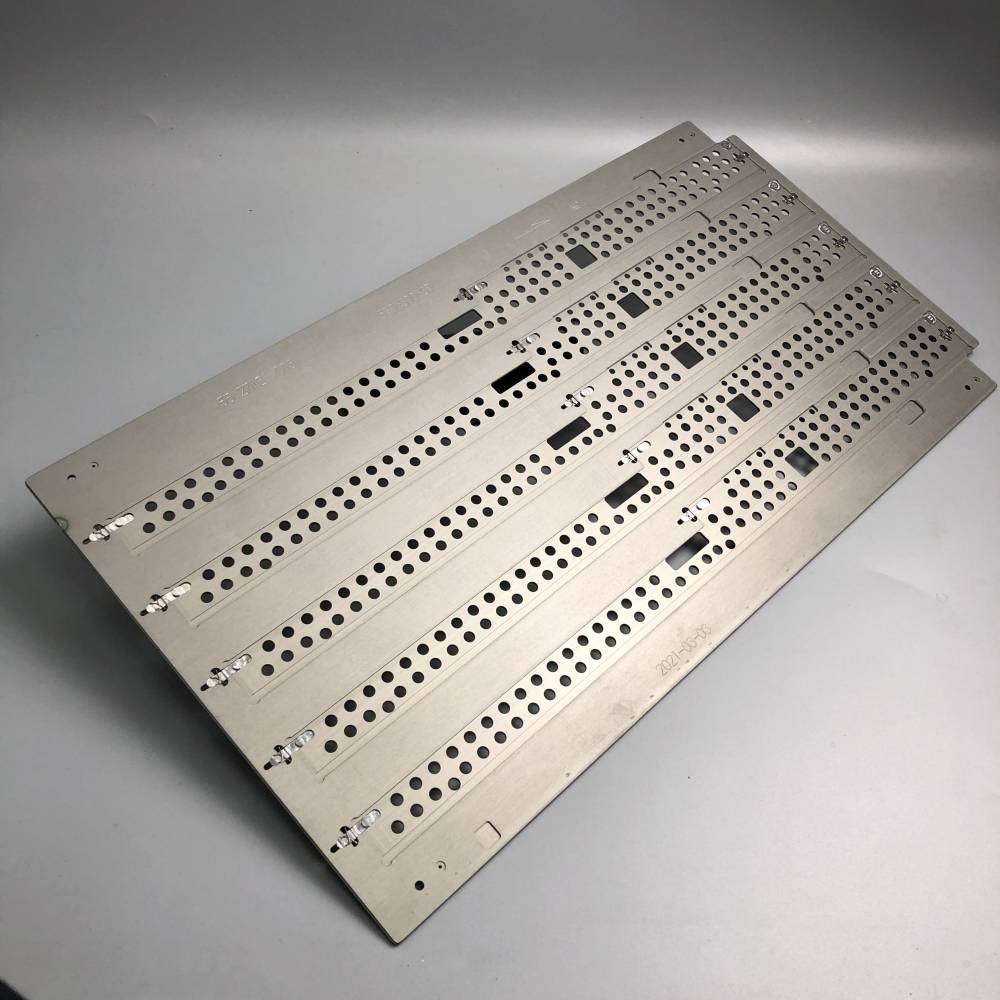
LED灯条定位:
采用V型槽或阶梯式卡槽,适配不同灯条厚度(如0.8 2.0mm)。
集成弹簧压片( SUS304不锈钢簧片,弹性持久)确保无位移。
卡扣治具:
模块化设计,可更换卡扣头(适配不同灯条型号,如SMD2835/5050)。
倒角+抛光处理,避免划伤灯条表面。
CNC加工要点:
公差控制:±0.02mm(精密配合部位),非关键部位±0.1mm。
薄壁结构:最小壁厚≥1.5mm(防变形),加强筋设计提升刚性。
2. 加工工艺优化
CNC编程:
高速铣削(主轴≥12000rpm)配合硬质合金刀具,提升铝合金表面光洁度。
使用探针自动校准工件坐标系,减少装夹误差。
去毛刺:振动研磨(小件)或人工精细处理(关键边缘)。
冷却液:水性切削液(如Blaser Swisslube)防止铝屑粘刀。
3. 治具功能扩展
测试集成:
预留探针孔位(如Pogo Pin接口),支持通电测试灯条亮度和色温。
可选配CCD视觉定位系统(高精度装配场景)。
快速换型:
采用磁吸底座(如钕铁硼磁铁)或EROWA夹具系统,换型时间<5分钟。
4. 成本控制建议
批量生产:优先使用标准铝型材基座(如Misumi),仅定制核心部件。
刀具管理:专用铝用刀具(3刃立铣刀)寿命提升30%,降低单件成本。
5. 典型问题解决方案
灯条弯曲:增加辅助支撑轨(尼龙材质,减少摩擦)。
卡簧疲劳:采用进口弹簧钢(如SWOSC V)或定期更换计划(建议50万次循环后维护)。
6. 交付文件清单
3D模型(STEP格式)+ 2D工程图(标注关键公差)。
刀具清单及切削参数表。
治具操作说明书(含保养周期)。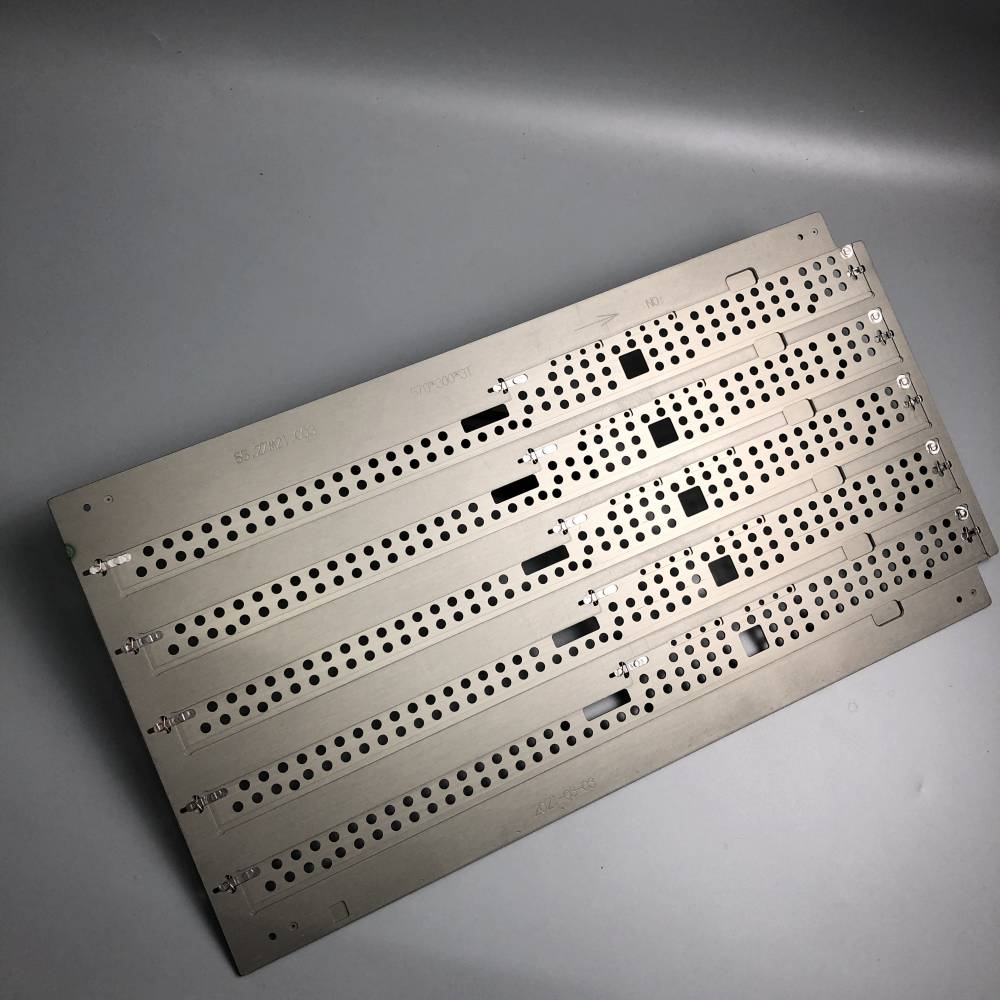
|

