|
铸铁测试平台作为机械制造、计量检测、精装配领域的核心基准部件,其平面度、接触精度直接决定了后续测量、加工的准确性,而刮研工艺正是实现这一高精度要求的关键工序。刮研是刮削与研磨的有机结合,通过手工或机械方式去除工件表面微小金属层,经反复对研、刮削、验证,逐步修正误差,终获得均匀的接触点、细腻的表面粗糙度和符合标准的平面度。
铸铁测试平台所谓“差之毫厘,谬以千里”,刮研过程中的每一个细节——从工具准备到操作手法,从环境控制到精度检验,都直接影响平台的终精度等级。将详细拆解铸铁测试平台刮研全流程,解读各环节的核心要点与细节把控,助力行业从业者规范操作、提升刮研质量。
刮研前的准备工作是确保后续工序顺利推进、保障精度的前提,需从工件预处理、工具准备、环境调控三个维度把控,任何一个细节的疏漏都可能导致后续刮研工作前功尽弃。
铸铁测试平台毛坯经铸造后,内部会残留大量内应力,若不及时消除,后续刮研后会因应力释放导致平台变形,直接破坏精度。因此,预处理的核心是消除内应力、调整加工余量。
时效处理:采用自然时效或人工时效(振动时效、热时效)方式,释放铸件内应力。自然时效需将毛坯露天放置2-6个月,让内应力缓慢释放;人工时效则通过专业设备,在可控温度、振动条件下加速应力释放,适用于批量生产场景。时效处理需确保充分,否则会导致刮研后精度快速失效,这是保障平台长期稳定性的关键细节。
粗加工与半精加工:时效处理后的毛坯,先经铣削、刨削等粗加工,去除表面氧化皮、砂眼等缺陷;再进行精铣等半精加工,将工作面加工余量控制在0.03-0.1mm之间。刮削仅能去除微小金属层,余量过大则刮研效率低,余量过小则无法修正加工误差,这一余量范围的把控是后续刮研精度的基础。
表面清洁:用棉布、毛刷去除工作面的油污、铁屑、氧化皮,确保后续接触验证时,显示剂能准确附着在高点,避免因杂质遮挡导致高低点误判,影响刮削精度。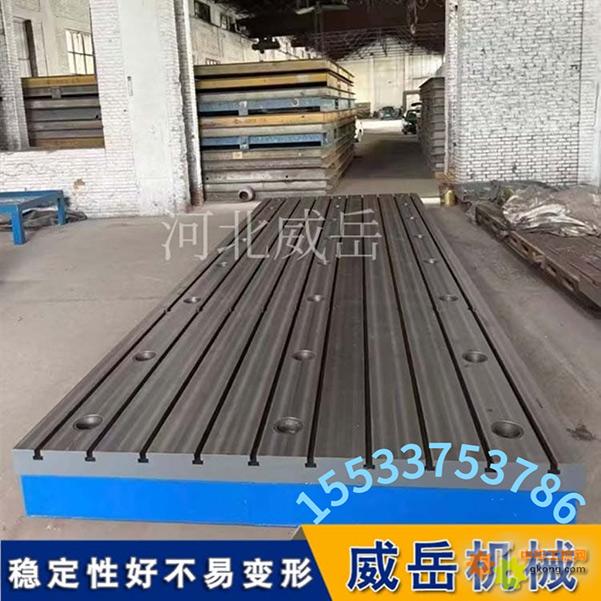
|

