|
横切、模切机高精度定长及跟标裁切控制
――MCT运动控制器应用
来源:陕西金驰霸电子科技有限公司
MCT运动控制器广泛应用于裁切控制场合,这里以常见的圆刀横切机为例说明几种典型应用。用MCT126同步控制器可以实现高精度定长裁切控制;用MCT126同步控制器和MCT205套准控制器配合可以实现高精度对标裁切控制;用MCT150飞剪控制器可以实现长度更长或长度变化范围更大的裁切控制。
MCT运动控制器同样适用于圆刀模切机,控制原理与圆刀横切机相同。
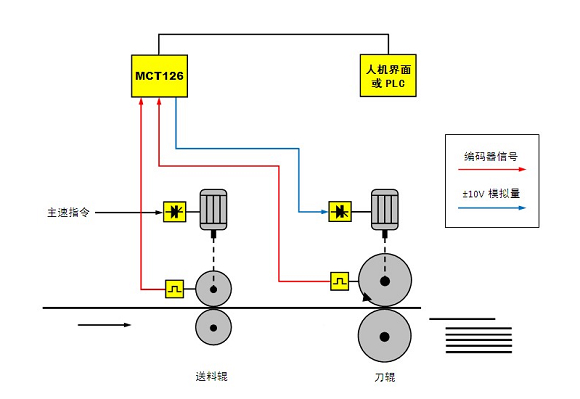
【定长裁切控制】
如图1所示,以送料辊为主轴,由外部控制;以刀辊为从轴,由MCT126进行同步控制。送料辊和刀辊的编码器信号均接入MCT126。根据需要可用触摸屏或PLC与MCT126进行通讯操作。
只要刀辊和送料辊保持一定比例的同步,便可裁切出的一定长度的物料。MCT126可以实现任意比例的精准同步控制,如果要改变裁切长度,仅需改变MCT126的同步比例参数。在实际应用中,用简单的宏指令将裁切长度与MCT126同步比例参数做好算式对应,便可在触摸屏上直接输入所需的裁切长度。
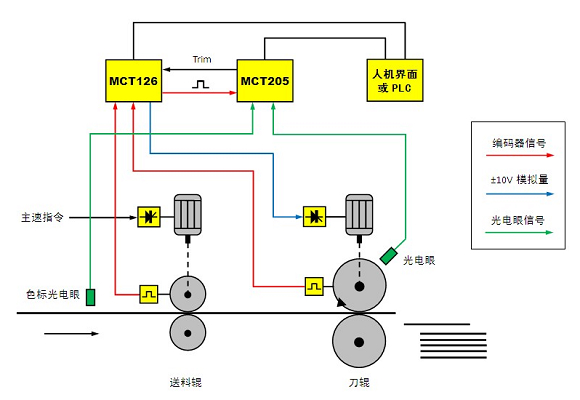
【对标裁切控制】
在MCT126定长裁切应用的基础上,增加MCT205套准控制器与之配合,可以实现高精度对标裁切控制。
如图2所示,MCT205接入了三路信号:⑴送料辊编码器信号。直接从MCT126引入(MCT126备有编码信号输出口)。⑵物料的色标信号。由色标光电眼检出。⑶刀辊的位置信号。在刀辊上设置一个信号标记,由光电眼检出。
MCT205通过以上三路信号连续检测对标裁切误差,同时向MCT126发出脉冲修整信号,MCT126按修整信号实时调整刀辊的同步相位,从而实现自动对标裁切控制。
MCT205的套准功能非常强大,确定好工作参数后,整个裁切过程不用人工干预。即使发生断料重接、色标错误(漏印或错印)、更换料卷等状况,MCT205都能自动快速重新对标。
MCT205可以储存多组套准工作参数。各种产品的套准参数在第一次生产时确定好,储存在MCT205中,以后再生产时可以方便地直接调用。
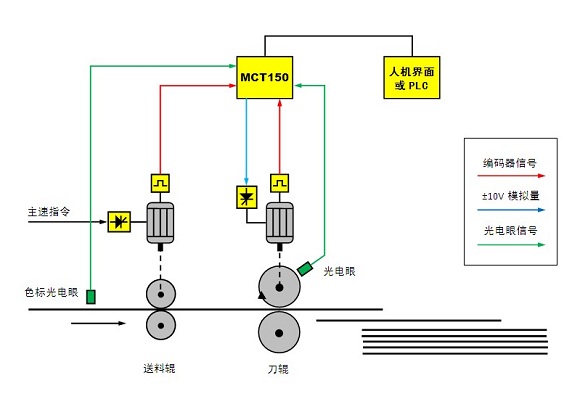
【超长裁切控制】
一般情况下,裁切工艺要求在裁切瞬间刀辊的线速度不能低于物料速度,因此MCT126通常应用于裁切长度不超过刀辊周长的场合。如果裁切长度更长或长度变化范围更大,可以使用MCT150飞剪控制器进行定长或对标裁切控制,如图3。
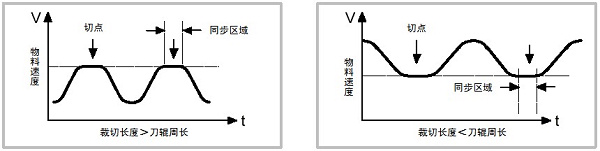
MCT150控制刀辊按计算的曲线运动。刀辊每旋转一圈分为同步裁切区域和非同步区域,在同步裁切区域,刀辊在裁切前及裁切后指定的角度内和物料速度保持同步,同时进行裁切;在同步裁切区域以外,为非同步区域,刀辊以控制器计算的最小加减速曲线(Sin2曲线)运动。若裁切长度小于刀辊周长,非同步区域的速度会高于同步裁切区域的速度;若裁切长度大于刀辊周长,非同步区域的速度会低于同步裁切区域的速度,有可能降到零。两种典型的速度曲线如图4。
|