摘要:为满足机器人自动码垛机完成不同类型和规格包装件的自动码垛机系统作业要求, 提出了一种新型的机器人自动码垛机多功能末端执行器的设计方案。该自动码垛机系统方案采用气动驱动,通过夹持机构、抓取机构和吸附机构,实现各类包装件和托盘以及垫纸等的夹持、抓取、吸持等动作。在总体方案的基础上,通过详细设计分析与计算,完成了末端执行器的结构设计,并在SolidWorks软件平台上建立了末端执行器的三维CAD模型,最后进行了气缸选型和气动系统设计。该末端执行器设计合理,迎合了自动码垛机系统实际情况和需求,具有良好的应用前景。
现代企业集团化、生产能力规模化、多品种少批量的生产方式,使得机器人自动码垛机的应用需求越来越大,对机器人工作能力的要求也不断提高,不仅要求机器人自动码垛机向高速化方向发展,而且要求机器人具备处理多种产品的能力,实现一机多产品、一机多盘、一机多线的功能。由于目标对象的形态、结构、尺寸不同,机器人自动码垛机末端执行器的结构以及对目标对象的操作方式也不同,目标对象一旦更换,则需更换相应的末端执行器,而且自动码垛机系统程序也要做相应的更改,这将无法适应现代企业生产的高速化、多品种、少批量的现状。笔者针对这种情况,结合国内外相关领域的研究现状,研究设计一种机器人自动码垛机多功能末端执行器,不需更换关键零部件,即可实现对不同形态、结构和尺寸的包装件的识别和操作。
1 总体方案设计与分析
机器人自动码垛机根据视觉系统检测到的包装件、托盘等目标的外形和结构尺寸等信息,传递给末端执行器控制器,驱动末端执行器实现对箱类、桶类、袋类包装件及托盘的工艺操作。当包装件类型及其外形尺寸发生变化时,机器人自动码垛机可转换末端执行器的执行方式,并调整执行机构参数,完成不同包装件的准确取包、放包操作。该末端执行器适应的包装件外形尺寸见表1。
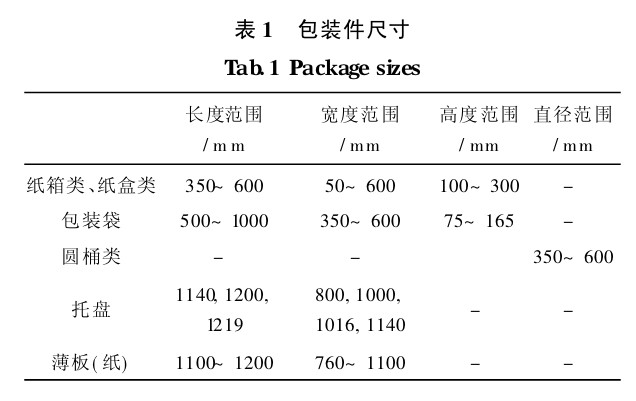
瓦楞纸箱和纸盒等外形为立方体的包装件适合采用夹持方式,包装件外形尺寸和质量较大时,采用夹、托的组合方式。桶类包装件直径和质量较小时,采用夹持方式, 较大时可采用夹、托的组合方式。袋类包装件外观不够平整且较为柔软,适合采用抓取的方式。托盘垫纸或垫板质地柔软轻薄,适合采用吸持方式。托盘尺寸较大, 而且铺板之间有间隙,不适合用夹持或吸持的方式,但托盘有叉孔,利用手爪就可以很容易抓住叉孔所在侧面的边板。夹持动作可由气缸、液压缸、齿轮齿条、丝杠或者同步带等驱动2块夹板实现;吸持动作利用真空吸盘实现,吸盘是否作用由电磁阀控制;袋类包装件和托盘的抓、放动作,可利用气缸结合执行机构驱动手爪产生往复间歇摆动,即可实现手爪闭合和张开。
经过分析、比较和综合,提出了一种用于瓦楞纸箱类、桶类、袋类及托盘的机器人自动码垛机末端执行器结构方案,不需更换关键零部件,即可快速转换和调节不同的执行机构以适应不同类型、不同尺寸的包装件,并实现取放操作。总体码垛机系统机械结构方案见图1。
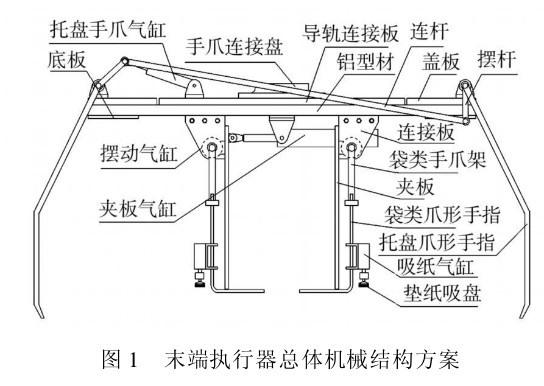
该末端执行器主要由夹持机构、抓取机构、吸附机构组成,可完成箱类、盒类、桶类包装件的夹包、放包,垫纸(或垫板)的吸持,袋类包装件的夹包、抓包、放包,托盘的抓盘、放盘等动作。
2 结构设计
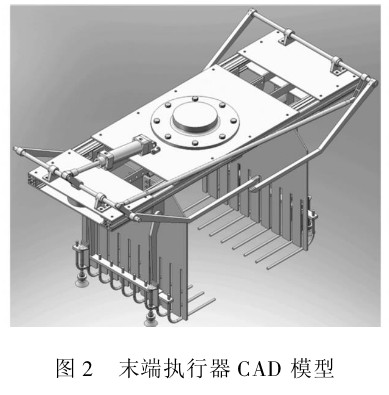
在对上述方案进行设计与分析的基础上,对该机器人自动码垛机末端执行器进行了详细的结构设计,在SolidWorks软件平台上建立了组成该末端执行器的所有零部件的三维CAD模型及装配模型,见图2。
2.1 夹持机构
该机构主要由夹板、连接板、铝型材、U形滑轨、滑块、同步带轮、同步带以及气缸组成。U形滑轨安装在铝型材侧面,滑块在U形槽内滑动,夹板通过连接板与滑块连接在一起,夹板气缸缸筒安装在铝型材下方,活塞杆通过脚座与左侧夹板连接。当活塞杆缩回时,拖动左侧夹板沿着滑轨向右移动,通过同步齿形带带动右侧夹板向左移动,使2块夹板靠近,实现夹持动作。由气源和气缸提供足够的轴向压力,确保夹板产生足够的夹紧力。反之活塞杆伸出,使夹板松开包装件,完成包装件的码放。
2.2 抓取机构
该多功能末端执行器处理袋类包装件和托盘时,均采用手爪抓取,由于操作对象类型不同,手爪的结构和驱动形式也有所不同。
2.2.1 袋类手爪
袋类包装件整体较为柔软,因此抓取时,手爪应包络整个袋子。袋类手爪主要由爪形手指、手爪架、叶片式摆动气缸组成。摆动气缸中心轴与手爪架固连,压缩空气驱动叶片带动中心轴正转或反转,实现手爪架上的爪形手指张开或闭合。为使袋类手爪能顺利抓取不同宽度的包装袋,将2个袋类手爪分别安 包装工程 PACKAGINGENGINEERINGVol.32No.72011.0482装在左右2块夹板上,随着夹板的往复移动,手爪间距也随之变化以适应包装袋宽度的变化。同时,在袋类手爪抓取袋子时,夹板可起到定位和夹包的作用,防止掉包。
2.2.2 托盘手爪
托盘尺寸较大, 且边板一侧有叉孔,因此,从边板抓起托盘更容易。托盘手爪主要由爪形手指、手爪轴、摆杆、连杆、气缸等组成。气缸活塞杆通过连接头与摆杆铰接在一起,摆杆和爪形手指均固装在手爪轴上,为确保托盘爪形手指能同时张开与闭合,采用反平行四边形连杆机构,两侧的爪形手指通过连杆连接起来,见图3。
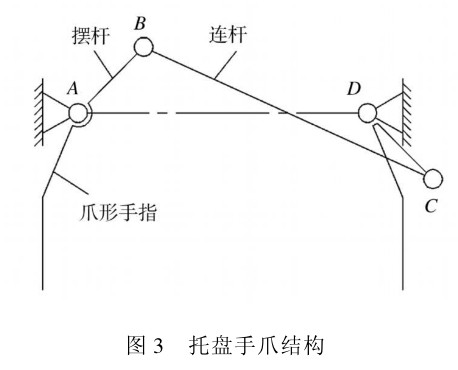
当气缸活塞杆伸出时,驱动摆杆AB带动一侧的爪形手指逆时针转动,摆杆AB通过连杆BC驱动摆杆CD带动另一侧的爪形手指按顺时针方向转动,实现了爪形手指的收起或抓紧托盘。反之气缸活塞杆缩回时,爪形手指则张开。2.3 吸附机构
该吸附机构采用真空吸盘吸住垫纸或薄板,将其放置在托盘上。真空形成方法主要有真空泵式、气流负压式和无气源式3种,采用真空泵式需要一套真空设备,成本较高,而气流负压式只需空气压缩机即可方便实现。该机构主要由真空发生器、吸盘、电磁阀、气缸等组成,吸盘安装在吸纸气缸活塞杆上,而气缸安装在袋类手爪上。当吸盘需要吸取垫纸或垫板时,摆动气缸驱动袋类手爪摆动至垂直位置,吸纸气缸活塞杆伸出,驱动吸盘下降,真空发生器管口喷射高速压缩空气,使吸盘内部产生真空,吸盘吸住垫纸(或垫板)。机器人带动末端执行器将垫纸(或垫板)放置在托盘上后,压缩空气断开,吸盘内部真空消失,吸纸气缸活塞杆缩回,吸盘回到原位,袋类手爪摆动气缸驱动手爪摆回初始位置。
3 气动系统设计
该机器人自动码垛机末端执行器动作较为简单,采用气动驱动很容易实现输出力和工作速度的调节,因此,所有执行机构的动作均采用气缸驱动。而气动系统设计的合理与否直接影响到末端执行器的工作性能、可靠性、质量以及成本等。
3.1 气缸选型
在自动码垛机系统(http://www.cartonpacker.cn/)码垛作业过程中,气缸不仅要驱动执行机构产生往复直线运动和往复摆动,还需要提供足够的输出力以确保夹住和抓住包装件。另外,末端执行器在搬运过程中产生的惯性力和离心力也不可忽视,气缸也必须克服这部分负载,因此,气缸选型必须综合考虑以上动力学因素。
夹板气缸驱动夹板沿着滑轨滑动,并夹紧包装件,机器人腕部带动末端执行器旋转一定角度后放下包装件。因此,夹板气缸必须克服滑轨的摩擦力、包装件的重力以及夹板和包装件旋转时产生的离心力和惯性力。托盘手爪气缸驱动托盘爪形手指张开,抓紧托盘,旋转一定角度放下托盘,因此,托盘手爪气缸必须克服托盘的重力。袋类手爪摆动气缸驱动袋类爪形手指摆动一定角度,抓住包装袋,机器人腕部带动末端执行器旋转一定角度后,手指张开放下包装袋,因此,袋类手爪气缸必须克服包装袋的重力。下面以夹板气缸为例说明选型计算。
3.1.1负载计算
1)摩擦力。滑块在滑轨中滑动时,它们之间由滚珠产生滚动摩擦力,设滚动摩擦系数为=0.05,已知夹板质量大约为m1=m2=12kg,包装件最大质量为m=50kg,则夹板气缸带动夹板移动时需克服的摩擦力为:F滚动=(m+m1+m2)g=36.26N
2) 夹紧力。当夹板夹住包装件时,夹板和包装件之间为静摩擦力,该摩擦力应大于或等于包装件重量,其大小与夹板的夹紧力成正比,设夹板与包装件的静摩擦系数为 1=1,则夹板产生的夹紧力为:N=mg/1=490N即夹板要夹住50kg的包装件时,气缸轴向输出力至少为245N。
3)离心力和惯性力。当夹板夹住包装件后,机器人自动码垛机驱动末端执行器完成搬运和码放动作,在这个过程中,末端执行器要完成以机器人腰部中心为回转中心的旋转运动以及以腕部中心为回转中心的旋转运动,因此夹板气缸必须克服包装件和夹板旋转时产生的离心力和惯性力。左侧夹板和包装件受力见图 4,F1,F2分别为左侧夹板和包装件相对于腰部轴线1产生的离心力,F3和F4分别为左夹板和包装件相对于腕部轴线2产生的离心力和惯性力。
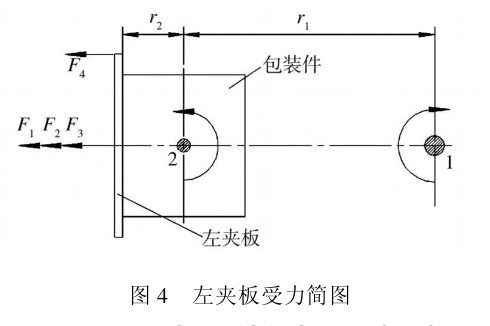
设包装件最大外形尺寸为600mm400mm300mm,最大质量为50kg,图4中r1=2.8m,r2=0.2m。末端执行器绕轴1和轴2旋转的最大加速度和最大角加速度分别设为1=2rad/s,1=6.8rad/s2,2=4rad/s,2=25rad/s2[2], 则:F1=m1(r1+r2)12=144NF2=mr112=560NF3=m1r222=38.4N利用SolidWorks的模型质量特性分析功能,可知包装件绕轴2自转的惯性矩为I2=2.1665kgm2,则包装件绕轴2自转时产生的惯性力为:F4=I222r2=2.16652520.2=135.4N左侧夹板所受到的最大径向动态负载,即夹板气缸受到的轴向负载为:Fdmax=F1+F2+F3+F4=877.8N3.1.2选型计算经过以上分析可知,末端执行器在完成包装件的夹持、搬运过程中,夹板气缸需要克服的主要轴向负载是夹紧力、离心力和惯性力,因此,根据这2个轴向载荷之和选择夹板气缸型号。已知气缸工作压力为p=0.8MPa,夹板处于夹紧状态时, 气缸的轴向负载为静态负载,负载率选=0.8,则气缸理论输出力为:F0=Fdmax+N=1403.5N则双作用气缸缸径为:D=4F0p=47.3mm故选取双作用气缸缸径为50mm。
3.2 气动系统图
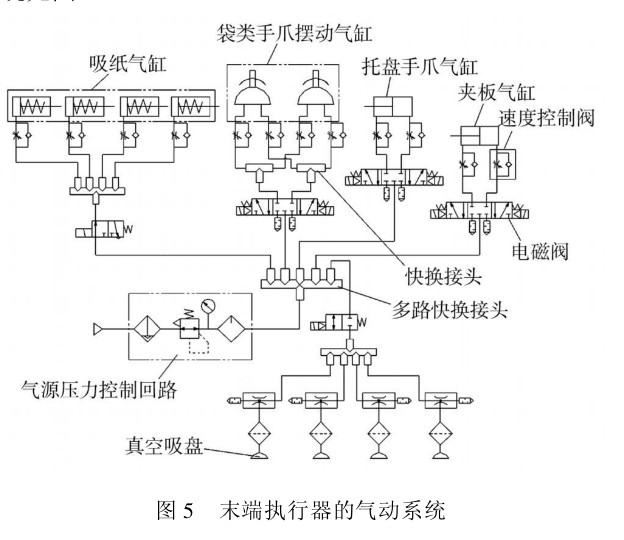
该末端执行器有1个夹板气缸、1个托盘手爪气缸、2个袋类手爪摆动气缸、4个吸纸气缸以及4个真空吸盘,其中2个袋类手爪气缸为摆动气缸,其余均为普通标准气缸。在本气动系统中,由于垫纸(或垫板)质量较小,故吸纸气缸控制回路比较简单,采用单电控单作用气缸。为了保证其他3类气缸活塞杆输出速度的稳定性和各动作的协调性,气动执行元件采用带磁性开关的双电控双作用气缸,并采用排气节流方式以确保稳定的输出速度。为降低成本,在确保流量的情况下,吸纸气缸回路和袋类抓取回路采用1个电磁阀和 1~2个快换接头带动多个气缸同时动作的方式。吸纸气缸回路中二位三通电磁阀通电时控制吸纸气缸活塞杆伸出,断电时活塞杆依靠弹簧力缩回。而真空吸盘是否吸附垫纸(或垫板)由单电二位二通电磁阀控制。袋类抓取回路、托盘抓取回路和箱类夹取回路中的三位五通电磁阀,通电时控制气缸活塞杆伸出与缩回,断电时电磁阀处于中间位置,使气缸活塞杆停止在任意位置。该末端执行器的气动系统见图5。
4 结论
针对现代企业生产的多品种、少批量的现状和要求,设计了一种新型的多功能机器人自动码垛机末端执行器,该末端执行器采用结构简单、可靠性高、使用寿命长的气压驱动,利用夹持机构、抓取机构、吸持机构实现纸箱类、纸盒类、袋类、桶类、垫纸(或垫板)、托盘等包装件及辅助物的夹取、抓取、吸取、搬运和码放等自动码垛动作。其中,托盘抓取机构采用了反平行四边形机构实现托盘手爪的开合,减少了气缸个数。为适应包装件尺寸规格的变化,该末端执行器可配备视觉传感器准确识别包装件的外形尺寸和位置,自动调节夹持机构夹板间距和抓取机构手爪间距。为降低成本,使末端执行器整体结构紧凑,夹持机构和袋类抓取机构设计为一体,在袋类手爪抓包和搬运过程中,夹板可起到夹包和定位的作用,防止掉包现象。在抓包、放包过程中,袋类手爪的开合由摆动气缸实现,摆动气缸具有结构轻巧、摆动角度可调、转矩较大等优点。整个末端执行器气动系统采用了三位五通电磁阀,保证在夹持、抓取时气缸活塞杆能停在适当位置,确保足够的工作压力,而溢流式减压阀可控制系统的工作压力,维持系统正常工作。与传统末端执行器相比,该机器人自动码垛机多功能末端执行器具有结构简单、新颖、紧凑,适用范围广,整体强度高,质量较轻,成本低等优点,能适应现代化生产需求,具有较好的应用前景。

