|
摘要:基于已设计的机械及气动系统,选择欧姆龙公司CP1H-X40DT-DPLC研制开箱装箱封箱系统控制系统。并进行了I/O点分配、PLC外部接线图及程序控制流程图设计,实现了纸板供送、待装箱产品输送、纸箱装箱开箱、喷胶封箱整形等工作过程的自动控制。具有很高的可靠性和性价比。
0 引言
开箱装箱封箱系统是随着包装工业、相关科学技术及现代物流业发展而发展起来,集机、电、气、光、声、磁为一体,在生产过程中把经过内包装的商品装入箱子的机械,是产品包装实现机械化、自动化的关键之一。目前在国内外产品生产中广泛应用,不但可以提高生产效率,减轻劳动强度,改善工作条件,降低生产、运输成本,同时对产品起到装饰作用,增强产品的市场竞争力,而且能满足清洁卫生的要求,适应大规模生产的需要。本课题组在消化吸收国内外先进技术的基础上,结合我国国情,研制了一种广泛适应于包装行业、高效环保的全自动开箱装箱封箱系统,该设备主要有机械、气动及控制等部分组成。控制部分是保证该开箱装箱封箱系统正常、可靠运行的关键,文章就控制部分做一介绍。
1 开箱装箱封箱系统的结构及工作原理
1.1 开箱装箱封箱系统的结构
该开箱装箱封箱系统属于下沉式开箱装箱封箱系统,为实现全自动包装过程,由以下几部分组成:①纸板供送部分主要有纸板储存区、纸板下吸机构、纸板输送机构;②待装箱产品输送部分主要有待装箱产品分排输送传送带、分组机构;③纸箱装箱开箱部分主要有待装箱产品装箱机构、产品纸箱下沉开箱机构;④喷胶封箱整形部分主要有主输送链机构、前喷胶、左右喷胶及施压装置、整形输出装置。其结构示意图如图1所示。
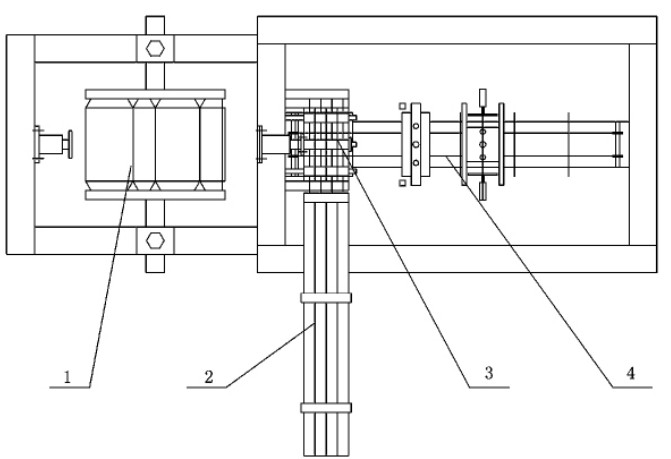
1-纸板供送部分;2-待装箱产品输送部分;3-纸箱装箱成型部分;4-喷胶封箱整型部分
图1开箱装箱封箱系统结构示意图
1.2开箱装箱封箱系统的工作原理
该机最大特点是由一页根据包装结构形式需求,经过压痕的纸板在装物品的同时自动折叠成纸箱进行装载物品,其工作原理是:将已灌装的容器经输送带输送到分组输送机构进行包装分组,进入装箱机构,同时单张纸板由纸板下吸机构将其从纸板储存区吸下,放到纸板输送机构上输送到装箱机构处,然后随同容器一起由产品纸箱下沉开箱机构处下降到主输送链机构,在这一过程中,纸板按照折痕进行了初步的开箱,随着主输送链机构间歇式的输送过程完成喷胶及施压粘合、整形输出包装机,完成整个包装过程。其包装工艺流程如图2所示。
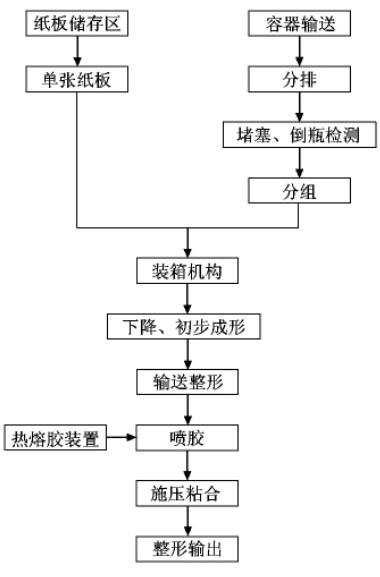
图2包装工艺流程图
2 控制系统的设计
开箱装箱封箱系统因其动作复杂、干扰信号多、包装产品品种、规格多等特点,因此可编程控制器(PLC)被应用在其控制中,这是因为PLC具有工作可靠、抗干扰能力强、与工业现场信号直接输入、输出连接容易、编程简单、安装维修方便等优点。
2.1 控制系统组成
该开箱装箱封箱系统控制系统的主要任务是根据待装箱产品的工艺流程对各部分进行协调控制,控制动作主要包括:纸板供送、待装箱产品输送、纸箱装箱开箱、喷胶封箱整形。为完成以上各动作要求,本设备控制系统主要由PLC、各种光电开关、接近开关、磁性开关、电磁阀、交流伺服电机及其控制系统等部分组成,其控制原理如图3所示。
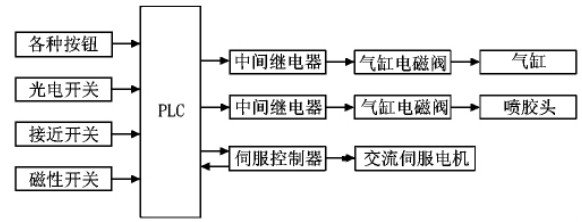
图3控制原理图
2.2 PLC选用
开箱装箱封箱系统的工作方式分为手动和自动连续式2种方式,考虑到该设备输入点数21个,输出点数15个,可靠性、经济性,该设备控制器选用欧姆龙公司生产的CP1H-X40DT-D型号的PLC,该型号的PLC是具有24个输入点和16个输出点,其中有4轴脉冲输出,可用来通过伺服控制系统控制交流伺服电机,完全能满足开箱装箱封箱系统的控制任务。
2.3 I/O地址的分配
根据PLC的输入、输出点数及控制要求,该开箱装箱封箱系统I/O地址的分配如表1所示。
2.4 PLC外部接线图
根据开箱装箱封箱系统输入、输出点数及控制要求的需要,本控制系统选用欧姆龙CP1H-X40DT-D型PLC,其外部接线如图4所示。
2.5 程序流程图
开箱装箱封箱系统(http://www.yuzhuangsh.com/)控制复杂,动作协调性高,因此在控制中除应用了PLC作为主控单元外,还用到了光电开关、磁性开关、接近开关、交流伺服电机等元件,保证该设备的高可靠性。在该包装设备编程过程中考虑到调试、维修的需要,其工作模式设置了手动和自动两种控制方式,其控制流程图如图5所示。
表1 I/O地址分配值
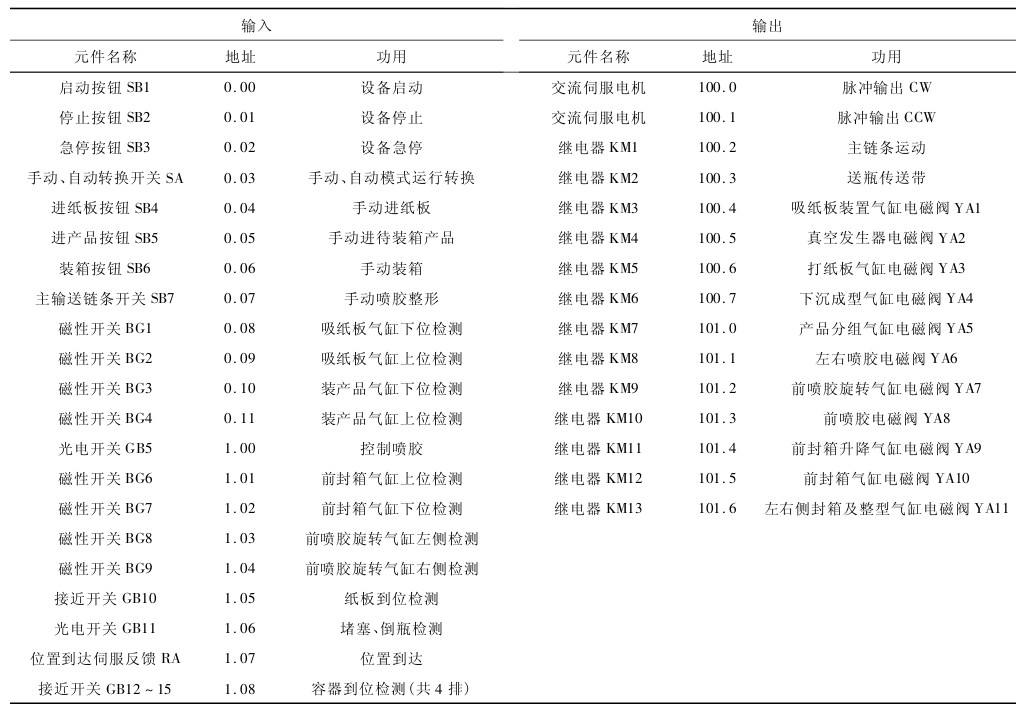
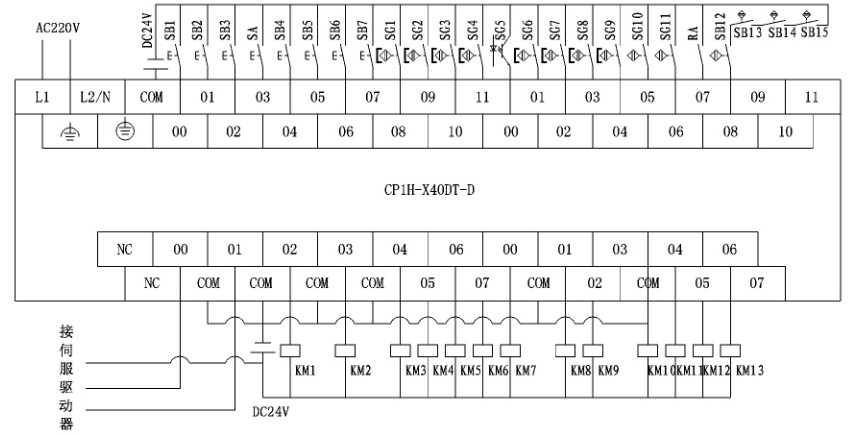
图4PLC外部接线示意图
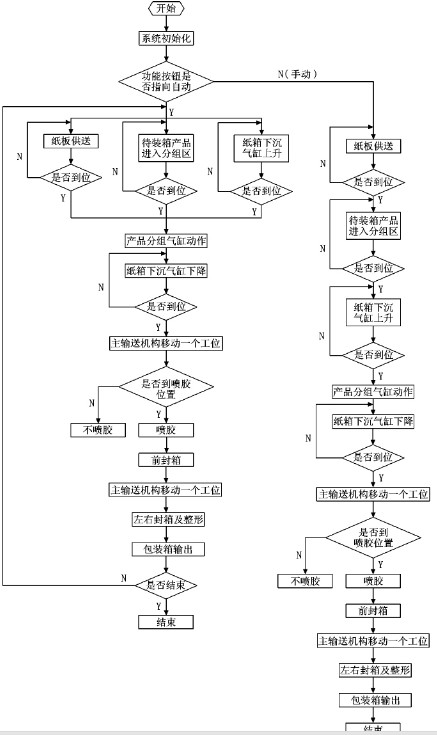
图5控制流程图
3 结论
在消化吸收国内外同类开箱装箱封箱系统的基础上,更多的使用气动装置代替机械装置,简化了机械传动链,使该设备运动可靠性更高。本文在对开箱装箱封箱系统的工作原理及已设计的机械、气动系统研究的基础上,对PLC控制器的I/O点数进行分配,并设计了PLC接线图及程序控制流程图。研制的开箱装箱封箱系统价格低,可靠性高,必将大范围的代替进口设备,改变目前食品、饮料等行业的装箱现状,为我国企业提高生产效率奠定了物质基础。
参考文献
|

