|
1 引言
某醋厂灌装生产线要求装箱机器人每次抓住48瓶醋按照一定的运动轨迹放在两个箱子里,由于之前的系统老化经常发生故障满足不了新的生产要求。本文采用了德国公司生产的同步伺服电机、伺服放大器开发了一套新的基于PFOFIBUS的装箱机器人控制系统并配备了西门子触摸屏提供了良好的人机界面。使系统具有开放性、实时性强,运行和维护成本低,智能化和自动化程度高等优点,大大提高了生产率。
2 装箱机器人工作原理
灌装生产线上的机器人运行在一个“∩”型的轨道上,如图1所示。在轨道的两端各有一个硬限位开关,保证运行的安全性。机器人有4种运行模式寻参考点、自学习、手动、自动。自动运行模式中,机器人根据瓶子是否OK、箱子是否OK,信号自动往复运行于抓瓶子、放瓶子位置。抓瓶子过程中,如果瓶子OK,机器人就直接走向抓瓶位置,否则机器人将先走向平衡位置,然后等待直到瓶子。在此过程中机器人先高速运行,在脱离speed3区时,起动箱子传送带,在进入 speed1区时,由高速转为低速,同时停止瓶子传送带。放瓶子过程和抓瓶过程相似,但是由于此时机器人负重,运行分成3段速度,分别是speed1区低速,脱离该区起动瓶子传送带;speed2高速;speed3再低速,进入该区停止箱子传送带。自学习模式用于每次换瓶子学习抓、放瓶位置学习后位置存储在伺服放大器里,直到下次换瓶手动一般用于排除故障。机器人的抓头是真空吸盘式,通过控制电磁阀实现抓、放瓶子。系统运行中,采集现场的一系列光电信号,配合机器人运行,同时还驱动一些现场设备如导向斗、挡箱、箱子传送带、瓶子传送带。
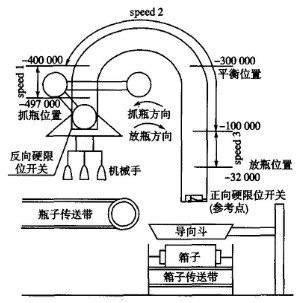
图1 装箱机器人工作原理示意图
3 系统的硬件组成
根据灌装生产线的工艺流程和控制要求我们采用了PROPFIBUS解决方案。整个系统由DP主站从站及现场设备组成如图2所示,PROFIBUS主站采用 SIMATIC系列的CPU模块。它带有通讯口具有强大的处理能力并集成总线接口装置。从站有伺服放大器通过总线接口DFP与总线相连,另外现场设备采用 ET现场模块,通过IM接口模块与总线连接。同时还选用了西门子TP触摸屏可以显示机器人运行状态、设置参数和手动操作是良好的人机界面。
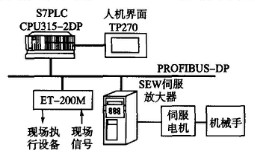
图2 系统的硬件构成
4 系统的通讯设计
SEW系列伺服放大器都集成有两种标准的串口DP和DR,但是这种串口通信速度相对较慢实时性差。因此我们加了接口卡。PROFIBUS是目前最成功的现场总线之一,得到了广泛的应用。主站通过不断给从站发请求报文含有控制和设置信息从站接受报文,解析地址并与自己的站地址进行比较,如果是发给自己的信息则在规定的时间内发响应报文含有状态信息等。在此过程伺服放大器还监控通讯,如果通讯失败,伺服放大器将触发一个过时响应,通知主站重发信息。响应和请求报文的格式如图3、图4所示。
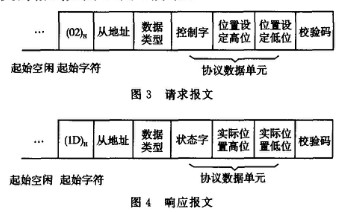
请求报文和响应报文的格式相似,是以不同的起始字符来区分,请求报文是十六进制“02”,响应报文是“1D”。通过不断循环地与伺服放大器交换过程数据来对伺服放大器进行控制。而协议数据单元的格式很多由报文中的数据类型决定。考虑到本系统的特点,我们采用一个控制字加两个过程数据的结构,请求报文的数据协议由3个字组成,后两个字是32位的定位位置,控制字的定义如,5所示,其中低字节的定义是固定的,高字节是由用户定义的。
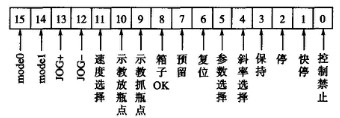
图5 控制字的定义
同样的响应报文的数据协议也是有个3字,后两个字是32位的实际位置,可以在人机界面上显示。状态字的定义如图6所示,其中低字节是固定的高字节是由用户定义的。
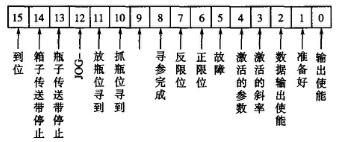
图6 状态字的定义
5 系统软件设计
系统的软件主要包括两部分:PLC软件和SEW伺服软件。PLC编程语言为STEP7,是西门子公司开发用于―的编程语言。可以在WINDOWS环境下实现,有硬件配置和参数设置,编程,通信协议,测试、启动和维护、操作、诊断等功能。SEW有专用的MOVITOOLS软件提供设置参数、诊断、IPOS程序编译器等功能。伺服系统构成速度、位置双闭环控制如图7所示。由于机器人运行在“∩”轨道上各段受力不同,为了平衡受力,抓、放瓶过程分成多段速度。位置、速度调节器都是PI调节,为了消除抓、放瓶过程中可能出现的抖动,采用在不同的速度段引人不同的PI参数。
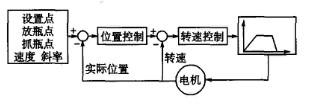
图7伺服双闭环控制系统
每次系统开机时装箱机器人(http://www.cartoner.com.cn/)控制系统都会按照上一次的抓、放瓶位置进行正常运行。但当瓶子的大小、形状改变时,需要重新确定抓瓶放瓶的精确位置。自学习模式就是在每次换瓶时学习抓瓶放瓶的位置一次以后,系统就能自动记住学习出的位置,直到再次换瓶子。点动中当按下“抓瓶点确认”键,程序首先判断当前位置是否在自学习区域,如在即把当前位置记下并在触摸屏上显示成功信息,如不在则在触摸屏上显示不在区域,并继续点动等待再次确认。随后继续点动以相似方式学习放瓶位置,学习完成自动退出自学习模式。其流程如图8所示。
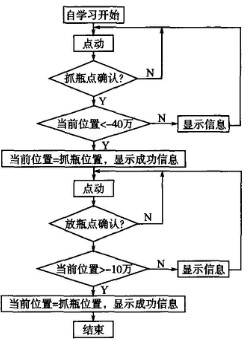
图8自学习模式流程图
自动模式流程图见图9。在自动运行模式中机器人根据瓶子是否OK、箱子是否OK信号自动往复运行于抓瓶子、放瓶子位置,不OK则到平衡位置等待直到。抓瓶子过程中,如果瓶子OK,机器人就直接走向抓瓶位置,否则机器人将先走向平衡位置,然后等待直到瓶子。在此过程中机器人先变PI参数,高速运行在进入 speed2区时,起动箱子传送带在进入speed1区时,由高速转为低速,并变PI参数,同时停止瓶子传送带当到位信号到则抓瓶。放瓶子过程分成3段速度,先是低速并变PI参数,当进入speed1区低速起动瓶子传送带并变PI参数;speed3区再低速停止箱子传送带并变参数。
6 结束语
本系统成功地开发了一套基于PROFIBUS现场总线的装箱机器人控制系统。选择了功能强大的伺服放大器和SEW伺服电机,增量式编码器(旋转变压器)使机器人定位准确。现场执行设备和主控通过总线通讯使系统实时性强提高了系统可靠性。西门子触摸屏可以方便地显示系统运行状态设置参数和操作。系统自安装以来运行良好抓、放瓶子过程平稳无抖动大大提高了灌装生产线的自动化水平。
参考文献:
利乐包装箱机主要机构简介
玻璃瓶码垛行业的万能机器人解决方案
昱庄四连杆机器人码垛机说明
YZ-LP码垛机说明书
自动装箱包装线码垛部分程序改进
装箱机复合连杆机构的轨迹及运动特性研究
|

