|
一. 引言
复合机是包装印刷行业中重要设备,所谓复合是指通过某种工艺方法,将两种或两种以上的材料层合在一起,形成新的一体材料,经过复合后的材料一方面保持原有材料的优点,另一方面还能弥补彼此的缺点。一般复合机放卷部分采用磁粉离合器加张力控制器做张力控制。磁粉离合器是靠磁栗子的结合力和磁粒子与工作面间的摩擦力来传递转矩的,在高速运行时,磁粉高速摩擦,产生高温,造成磁粉离合器发热进而缩短其寿命。同时,磁粉作为一种磨料,产生微细粉末通过转子密封处泄露到轴承或其他间隙部位,对工艺过程产生污染。随着电子技术的发展,变频器的控制精度越来越高,变频器在很多场合已经可以替代磁粉离合器,实现张力的精确控制。
二.技术要求
客户是东莞的机械制造商,该设备放卷材料是厚度为0.08mm,宽度为900~1200mm 的薄纸,对放卷有如下要求:
1. 放卷速度稳定。放卷速度为20~200m/min,可平稳启动停止
2. 张力均衡并可调。按照设定的张力,保持最小的波动范围,保证纸张放卷的松紧度。同时,根据材料的宽幅和最大卷径不同,可方便调节设定张力。
3. 放卷辊力矩方向能切换。纸张上胶水面不同时,需要翻转,力矩方向就必须改变。
4. 由于是被动放卷,放卷电机是工作在发电模式,为保证变频器不过压,必须加刹车电阻。
三.系统方案
1. 系统结构
放卷变频器用麦格米特MV600T 张力专用型,功率为11kw。采用开环张力转矩控制模式,被动放卷,并加编码器,做闭环矢量控制,保证转矩的稳定性。生产速度由原系统主驱动变频器西门子G120 给定。下图为系统配置的原理图。

开环张力转矩控制不需要张力反馈,变频器靠输出转矩达到控制张力的效果,故系统结构简单。但当前转矩的输出值依赖卷径计算,设置好卷径计算相关参数是非常重要的。在该案例中,采用线速度信号方法计算当前卷径。即采用主驱动变频器西门子MV600 的运行频率模拟输出信号作为线速度信号,将MV600的最高频率对应的最大线速度200m/min 输入参数P50.16 即可。
2. 电路接线
MV600T 变频器的具体接线图如下。
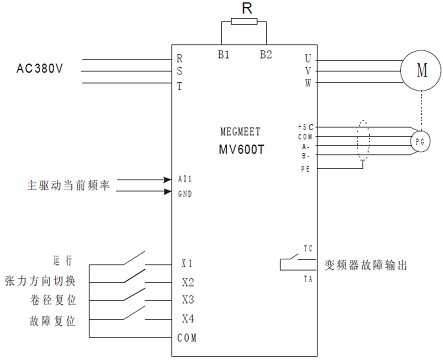
编码器PG 输出为集电极开路信号,端子上A+和B+都短接到+5C 端子
图2 放卷变频器接线图
MV600T 变频器通过端子进行启停控制,张力方向切换,初始卷径复位,故障输出,故障复位,主驱动线速度给定。
|

