|
机械行业的小伙伴们注意了!铸铁平台T型槽选型总踩坑?选大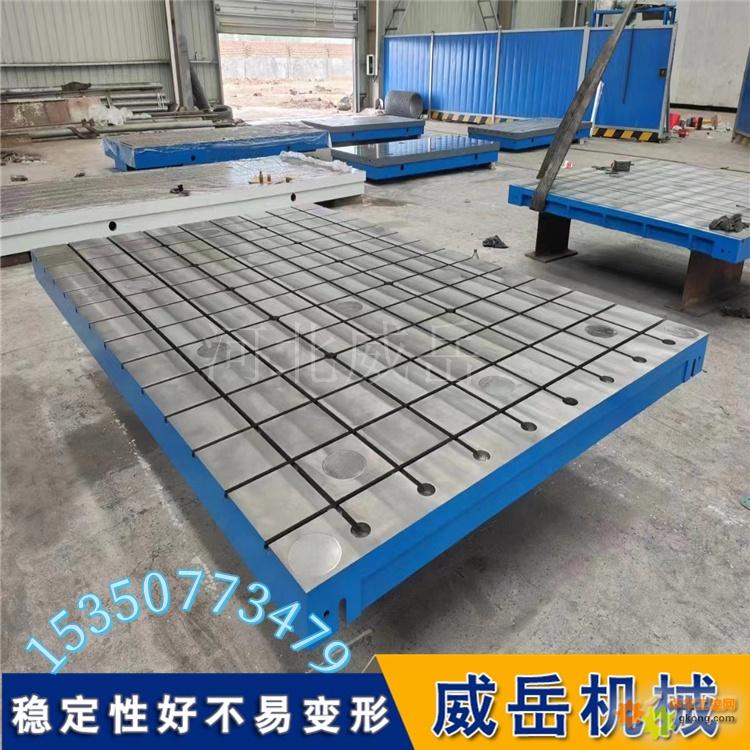 了浪费成本,选小了满足不了工况,其实关键在于找对全场景适配方法和避开选型误区。今天这篇900字干货笔记,把适配技巧和避坑要点讲透,新手也能直接用,建议收藏备用。 了浪费成本,选小了满足不了工况,其实关键在于找对全场景适配方法和避开选型误区。今天这篇900字干货笔记,把适配技巧和避坑要点讲透,新手也能直接用,建议收藏备用。
选型前先明确两个核心前提:一是使用场景(焊接、检测、加工、装配等),二是工件参数(重量、尺寸、公差要求)。这两个信息没理清,很容易陷入“盲目选大”“精度过剩”的误区,后续要么返工要么浪费资金,这是避坑的基础。
先给大家整理全场景适配方案,按场景对号入座就行。焊接场景核心需求是承载稳定、适配夹具,不用追高精度。中小型焊件(<500kg)选14×9或18×11规格,槽间距50100mm,搭配2级精度平台,性价比高;中大型焊件(500kg2000kg)选22×14或28×16规格,槽间距100150mm,仍用2级精度;重型焊件(>2000kg)选36×20及以上规格,搭配3级精度平台,兼顾承载与成本。
检测场景则精度为王,规格匹配夹具即可。检测(公差<0.01mm)须选0级或1级精度平台,T型槽14×9或18×11规格,槽间距50mm,保证检测;普通检测(公差>0.01mm)2级精度平台就够用,选18×11或22×14规格,槽间距100mm,能省30%50%成本,关注T型槽内壁光滑无刺,避免影响检测结果。
加工和装配场景要平衡与灵活。加工选0级或1级精度平台,14×9或18×11规格,槽间距50mm,保证工件固定;装配场景中小型工件选18×11规格,大型工件选22×14规格,2级精度平台足够,方便调整工件位置,兼顾实用性和成本。
下面是避坑要点,这几个错误千万别犯!一,拒绝“大规格更稳妥”,大规格平台价高20%40%,还影响使用灵活,小型工件用大规格只会浪费;二,精度按需匹配,0级比2级贵50%以上,普通工况没必要升级,别为用不上的精度买单;第三,不贪低价选劣质品,小厂家产品精度差、易变形,后续维护成本更高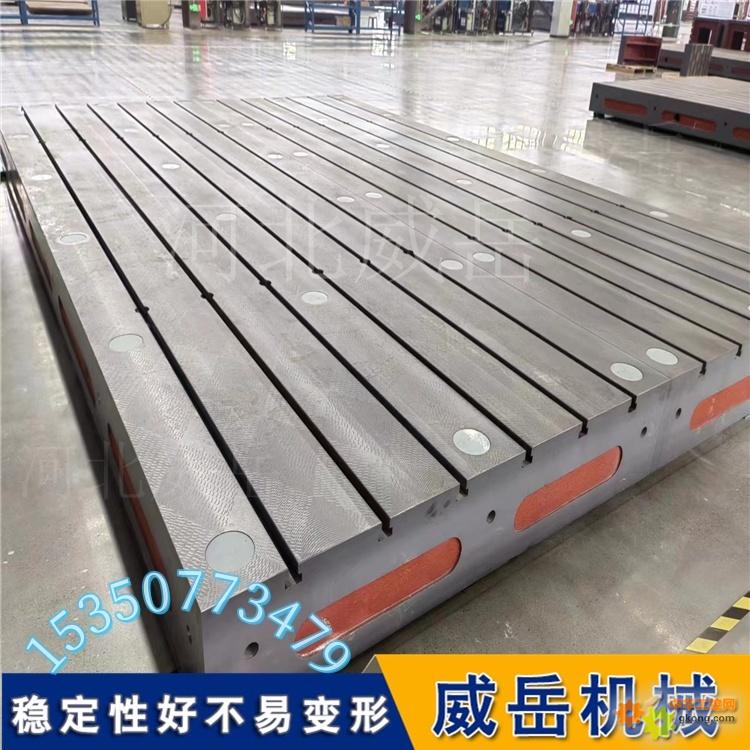 ,正规厂家产品使用寿命长,综合成本更低;第四,不提前规划需求,导致后续要加工更大工件时只能二次采购,增加额外开销。 ,正规厂家产品使用寿命长,综合成本更低;第四,不提前规划需求,导致后续要加工更大工件时只能二次采购,增加额外开销。
总结下来,铸铁平台T型槽选型核心就是“场景匹配+规格+避开误区”。先明确自身需求,再对应选适配的规格和精度,就能既满足全场景使用,又不浪费成本。如果你的工况比较特殊,不确定怎么选,把具体需求(场景、工件重量/尺寸等)留在评论区,我来帮你分析。
#铸铁平台选型#T型槽选型指南#机械行业干货#焊接检测设备选型#工业设备避坑#新手学机械
|

