|
大型车间、重型设备安装场景中,单块 T 型槽铁地板尺寸不足,往往需要多块拼接使用。但拼接看似简单,实则藏着不少技术要点,拼接不当会出现接缝高低差、T 型槽错位、整体变形等问题,直接影响使用效果。今天把拼接流程、技巧一次性讲清,新手也能直接 “抄作业”,多块地板拼得稳、拼得准。
拼接一步:规划设计,提前布局。拼接前要明确整体尺寸、单块规格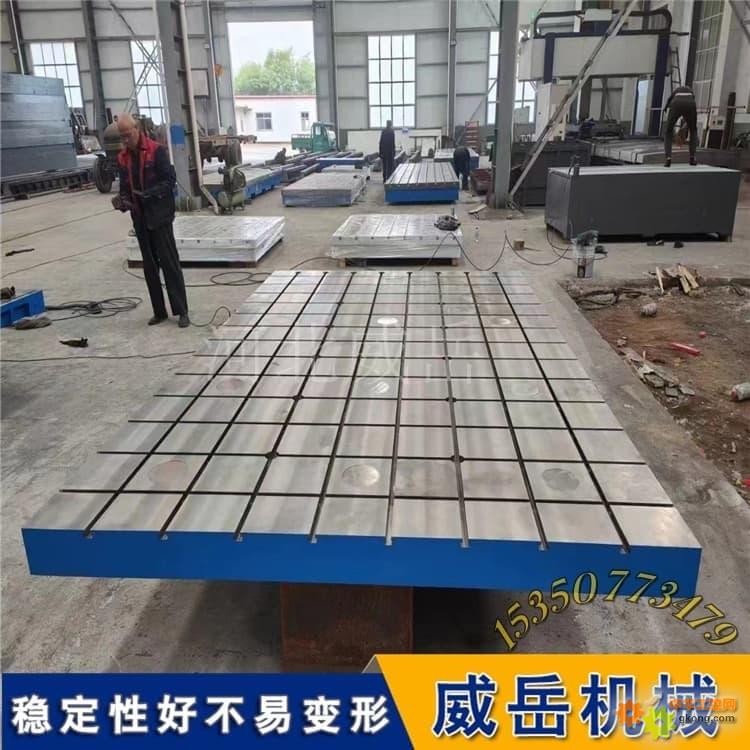 、拼接方式,遵循 “规格合理拆分、槽位对齐” 原则。单块地板尺寸不宜过大,方便运输、安装,常见拆分方式为 2-4 块拼接,如 5000mm×3000mm 平台,可拆分为 2 块 2500mm×3000mm 地板。保证 T 型槽间距一致,拼接处各留半间距,如槽距 300mm,拼接端各留 150mm,确保对接后槽位均匀、无错位。同时确定基准块,优先选精度高、尺寸大、位于中位置的地板作为基准,保证整体拼接精度。 、拼接方式,遵循 “规格合理拆分、槽位对齐” 原则。单块地板尺寸不宜过大,方便运输、安装,常见拆分方式为 2-4 块拼接,如 5000mm×3000mm 平台,可拆分为 2 块 2500mm×3000mm 地板。保证 T 型槽间距一致,拼接处各留半间距,如槽距 300mm,拼接端各留 150mm,确保对接后槽位均匀、无错位。同时确定基准块,优先选精度高、尺寸大、位于中位置的地板作为基准,保证整体拼接精度。
二步:地基与垫铁处理,筑牢稳定基础。拼接地板对地基要求更高,需硬化处理,承载力达标,避免局部沉降。按设计布局预埋调整垫铁或地脚螺栓,垫铁沿拼接缝、地板四周对称分布,间距 500-800mm,确保每块地板受力均匀。相邻地板拼接处预留 2-3mm 伸缩缝,应对温度变化导致的热胀冷缩,防止挤压变形。垫铁选用厚度均匀、硬度达标产品,避免多块薄垫铁叠加,防止松动移位。
第三步:基准定位与逐块拼接,核心环节。先吊装基准块就位,通过垫铁精调水平,平面度、水平度达标后牢固固定,作为后续拼接的参照。随后按顺序吊装其他地板,与基准块对齐,拼接处用专用连接夹板或拼接螺栓连接,紧固力度均匀,消除板块间隙。每拼接一块,用百分表检测接缝处平面度,高低差控制在 0.05mm 以内,同时检查 T 型槽对接直线度,确保无错位、无偏差。拼接过程中随时调整垫铁,及时修正微小误差,避免累积成大偏差。
第四步:整体固定与精度校准,保障长期稳定。所有地板拼接完成后,进行整体固定,用地脚螺栓将地板与地基预埋件连接,按对角线顺序均匀拧紧,防止受力不均变形。固定后用水平仪、激光干涉仪检测整体平面度、水平度,局部误差超标时,微调对应垫铁修正,直至符合精度要求。后做接缝处理,轻微打磨接缝处,确保台面光滑无台阶,同时清理槽内、台面杂物,做好防锈防护。
第五步:养护与复检,延长使用寿命。拼接完成后静置 48 小时,让整体结构充分稳定,期间避免重压、碰撞。静置后再次复检精度,确认无问题后投入使用。日常使用中,避免局部集中过载,定期清理拼接缝、T 型槽,每 6 个月整体复检一次,及时维护保养。
T 型槽铁地板拼接没有那么复杂,只要按 “规划→地基→基准→拼接→固定→校准” 步骤操作,把握槽位对齐、接缝精度、受力均匀三个核心,就能拼出稳定、高精度的整体平台,满足大型设备安装、重载加工等场景需求。
|

