

PLC包装机械物料推送控制案例
http://www.gkong.com 2025-12-20 17:01 湖南简思科技有限公司
需求描述:按下 X0启动,检测到 X2物料到位信号,步进向前旋转5圈(1000个脉冲1圈),到位后,等待x3包装工位准备就绪信号,进行包装y2通电2s后停止,包装完成,步进电机返回初始位置,等待下一个物料到位信号,重复上述过程。
1. 分配输入输出端口配置
根据需求描述,我们需要分配以下输入输出端口:
输入端口:
X0:启动信号(按钮)
X2:物料到位信号(传感器)
X3:包装工位准备就绪信号(传感器)
输出端口:
Y1:步进电机控制信号(正转/反转)
Y2:包装电机控制信号(通电/断电)
2. 提取时序逻辑与无序组合逻辑动作步骤
时序逻辑:
时序逻辑是指动作的执行顺序依赖于时间序列,即某些动作必须在特定的时间点或在其他动作完成后执行。
在这个需求中,时序逻辑主要体现在以下步骤:
检测到X0启动信号后,等待X2物料到位信号。
物料到位后,步进电机旋转5圈。
旋转完成后,等待X3包装工位准备就绪信号。
包装工位就绪后,Y2通电2秒进行包装操作。
包装完成后,步进电机返回初始位置。
返回初始位置后,等待下一个物料到位信号。
无序组合逻辑:
无序组合逻辑是指动作的执行不依赖于时间序列,而是根据当前的输入信号组合来决定输出。
在这个需求中,无序组合逻辑主要体现在以下步骤:
检测X0、X2、X3信号的状态,决定下一步的动作。
根据脉冲计数器的值,决定步进电机是否停止或继续旋转。
3. 优先实现时序逻辑
为了确保控制过程的正确性和可靠性,我们优先实现时序逻辑。以下是详细的时序逻辑实现步骤:
时序逻辑实现
等待启动信号(X0)
输入:X0
输出:无
动作:等待X0被按下。
启动过程
输入:X0
输出:无
动作:检测X2信号。
物料到位
输入:X2
输出:Y1(步进电机正转)
动作:
步进电机开始向前旋转。
计数脉冲,每1000个脉冲为1圈。
旋转5圈后停止。
等待包装工位准备就绪
输入:X3
输出:无
动作:检测X3信号。
包装操作
输入:X3
输出:Y2(包装电机通电2秒)
动作:
Y2通电,开始包装操作。
2秒后,Y2断电,包装完成。
返回初始位置
输入:无
输出:Y1(步进电机反转)
动作:
步进电机开始反向旋转。
计数脉冲,返回初始位置。
返回完成后,停止步进电机。
等待下一个物料到位信号
输入:X2
输出:无
动作:检测X2信号。
时序环0环指令解释:
第00步:等待<X0 X0-启动>通信号连续保持1次扫描
第01步:等待<X2 X2-物料到位传感器>通信号连续保持1次扫描
第02步:速度控制_单轴A1 ,常数值:200
第03步:单轴运动,方式:增量,方向:+,轴号A1,位移值:5000
第04步:单轴等待-轴号A1,等待轴状态:停止状态
第05步:等待<X3 X3-包装工位检测传感器>通信号连续保持1次扫描
第06步:触发<Y2 Y2>通电
第07步:在此等待0小时0分钟2秒0毫秒
第08步:触发<Y2 Y2>断电
第09步:速度控制_单轴A1 ,常数值:200
第10步:单轴运动,方式:绝对,方向:+,轴号A1,位移值:0
第11步:单轴等待-轴号A1,等待轴状态:停止状态
第12步:将第0环运行当前帧跳转至第1帧
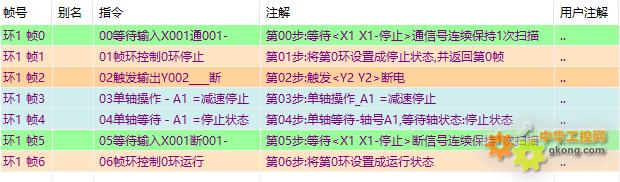
时序环1环指令解释:
第00步:等待<X1 X1-停止>通信号连续保持1次扫描
第01步:将第0环设置成停止状态,并返回第0帧
第02步:触发<Y2 Y2>断电
第03步:单轴操作_A1 =减速停止
第04步:单轴等待-轴号A1,等待轴状态:停止状态
第05步:等待<X1 X1-停止>断信号连续保持1次扫描
第06步:将第0环设置成运行状态

编辑精选新闻
工控原创新闻
- ▪ 与哈金森达成战略合作,乐聚机器人何以持续获得工业巨头青睐?
- ▪ 珍・赫夫纳当选国际机器人联合会新任主席
- ▪ 雷赛智能上半年净利预增超55% 定增募资11.44亿加码核心部件研发
- ▪ 上半年收官!2026年6月工业自动化月度资讯汇总
- ▪ 十年深耕国产测控,简仪科技发布AI时代新战略
- ▪ 5 月 RatingDog 中国通用制造业 PMI 为 51.8 通胀压力半年来首次缓解
- ▪ NVIDIA 和宇树科技宣布推出 H2 Plus 以推进人形机器人研究
- ▪ 2026 五月智造潮工业自动化月度盘点!
- ▪ 报告:物理AI发展提速,软件已成机器人创新最大瓶颈
- ▪ 乐聚智能创业板 IPO 获受理,拟募资 26 亿元


