摘 要: 介绍了圆锯片平面度检测系统的研究与开发。以电涡流传感器、数据采集卡、步进电机、PC机作为硬件配置,以LabVIEW为开发平台,设计了圆锯片平面度检测系统。该系统可以高效地检测圆锯片平面度,适合于实际生产过程的质量控制。
关键词: LabVIEW;圆锯片;平面度;检测
Abstract: The measuring system for flat degree of circular saw was researched in this paper. The system made up of electric vortex sensor, DAQ board, stepper motor and PC was developed based on LabVIEW platform. It gives further improvement in measuring of flat degree of circular saw and is suitable for quality control of manufacture progress.
Key words: LabVIEW;Circular saw;Flat degree;Measuring
1 引言
圆锯片是木材石材加工行业中使用广泛的切割工具。圆锯片的平面度是指包含所有测量点的两个平行平面间的最小距离。平面度是反映锯片质量好坏的重要指标之一,平面度过大不仅影响到锯片的端跳值,而且还会直接影响锯片在切割板材时的稳定性,甚至会导致无法使用[1]。因此,锯片在出厂前必须经过平面度检测,合格者才允许出厂,否则作为次品处理。目前国内锯片生产企业通常使用检验尺以手工的方法来检测圆锯片的平面度,效率很低。也有少数企业进口国外的检测设备,但价格昂贵,维护困难。所以,如何以较低的成本实现锯片平面度的自动检测,具有重要的现实意义。
LabVIEW是NI(National Instruments)公司的虚拟仪器开发平台,它以G(Graph, 图形化)语言编程,十分灵活方便,而且具有强大的数据采集、数据处理、图形显示功能,是开发基于PC机平台的计算机测控系统的有力工具。本文基于LabVIEW平台设计开发的圆锯片平面度检测系统,在锯片质量控制中有很大的实用价值。
2 方案设计
2.1 检测原理
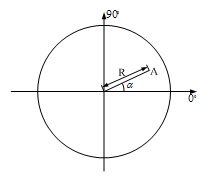
如图1所示,要检测圆锯片上A点,需要得到三个值:A点半径R,角度α,A点变形值δ,可以表示为[2] 。δ为正,则意味着锯片该点“凸出”,反之则表示“凹下”。在这里,将平面度简单定义为所有检测点中最大的“凸出”值减去最深的“凹下”值。如果“凸出”值、“凹下”值过大,或者“凸出”值与“凹下”值之差超过规定值,则视为不合格产品。
据此,设计检测系统如图2所示。在一支座上以一定的间隔固定安装多个电涡流传感器探头,探头端部平齐。为了防止铁质支座对电涡流传感器造成干扰,探头前端部应突出于支座一定的距离。锯片安装上以后,标记一条起始线,然后由步进电机带动其旋转,根据步进电机的运动来取得角度α值,R值由电涡流传感器探头的安装位置确定,锯片平面的变形 则由电涡流传感器探头测得该点距探头端部的距离与探头端部距基准平面的距离之差获得。锯片旋转一周,则完成单面的检测。
2.2 系统构成
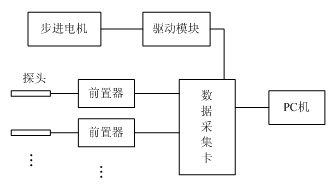
检测系统由电涡流传感器、前置器、数据采集卡、PC机、步进电机构成,见图3。电涡流传感器选用广州精信仪表电器有限公司的JX20系列电涡流位移传感器,数据采集卡使用NI公司的PCI-6024E采集卡,步进电机选用常州双杰电子有限公司的55BF003步进电机。PCI-6024E采集卡能够提供16路单端/8路差分模拟输入,2路模拟输出,8路数字I/O口;A/D转换精度12位,200Kb/s采样率,电压输入范围最高有单端20V或差分 V,并且可调。
电涡流传感器探头和前置器将位移量转变为电压信号,PC机通过数据采集卡采集该电压信号后,经过运算处理,得到变形值 ,或“凸”或“凹”。同时,PC机通过数据采集卡输出脉冲,控制步进电机的运动,并根据脉冲数和步进电机步距角来取得 值。电涡流传感器探头按安装位置接数据采集卡的模拟输入通道,在PC机通过模拟输入通道号决定检测点半径R。
3 软件设计
检测系统软件利用NI(National Instruments)公司的虚拟仪器开发平台LabVIEW来实现。LabVIEW图形化的编程语言具有简单、直观的特点。它独具特色的前面板设计可以为用户设计系统界面提供很大的灵活性,同时LabVIEW支持对多达几千种硬件设备的进行数据采集 [3];还可以利用网络、交互式通讯与其它应用程序或数据源进行通讯;并具有强大的数据处理功能和图形显示功能。
3.1 软件结构
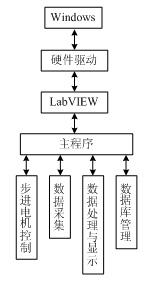
如图4所示,圆锯片平面度检测系统软件包含五个主要部分[4]:主程序负责系统界面管理,程序流程控制及各个模块之间的协调和通讯;步进电机控制模块控制步进电机的启动和停止;数据采集模块采集锯片平面与电涡流传感器探头间的位移信号;数据处理与显示模块对采集的位移信号进行处理并显示在前面板;数据库管理模块完成数据存储和回放、报表生成等功能。
由于本系统采用NI公司的PCI-6024E数据采集卡,其硬件驱动程序已经随LabVIEW安装光盘附带,因此只需按照操作提示进行安装,便可在编程中进行配置和使用。
3.2 主程序
主程序控制检测系统的流程,并以事件驱动的方式调用其它模块。当主程序运行时,首先选择锯片规格,当点击“开始检测”按钮时,步进电机带动锯片旋转,数据采集模块多通道采集锯片相对位移值。锯片旋转一周后自动停止,由数据处理模块对所采集的相对位移值进行处理,得出所需数据,将其显示在前面板上并自动存入数据库。当点击“历史数据”按钮时,可以调出以前的检测数据查看;点击“统计报表”按钮时,则将某段时间内的检测数据生成统计报表。
3.3 前面板
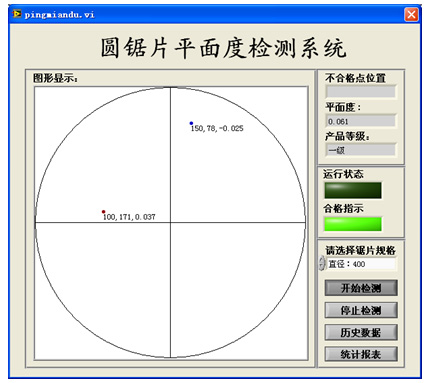
圆锯片平面度检测系统的前面板见图5,包括显示部分和控制部分。显示部分以数值形式显示锯片平面度值、不合格点位置 (如果存在的话);以文字的形式显示产品等级;以图形的形式显示被检测锯片上最“凸”的点和最“凹”的点,并以不同的颜色区分;以LED显示运行状态及合格与否。控制部分可以选择待检测锯片规格,并执行检测、历史数据回放、报表生成、停止等功能。
4 结束语
用虚拟仪器开发平台LabVIEW开发计算机测控系统,具有灵活方便,可扩展性强,便于调试维护等特点。现在,圆锯片平面度检测系统已投入使用,达到了提高工作效率,降低劳动强度的效果,每年可以产生经济效益约60万元。
本文作者创新点:将虚拟仪器技术应用于圆锯片平面度的检测,基于LabVIEW平台,结合电涡流传感器、数据采集卡、步进电机等设备,完成了圆锯片平面度检测系统的开发,以较少的软硬件投入,实现了圆锯片平面度检测的自动化。
参考文献:
[1] 潘天浩,李汉高. 浅谈组合锯片基体的技术要求[J]. 石材,1999(9): 21-23.