|
一块铸铁试验平台,从粗糙的铁水到高精度的基准平面,其生产过程可以拆解为以下十个核心步骤。
1. 设计与制图:奠定性能基础
一切从图纸开始。工程师会根据平台的用途(如精的密测量、设备装配)、承载要求及精度等级,设计出详细图纸,明确平台的尺寸、结构(如箱体式或筋板式-4)、材料及技术参数-2。这份图纸是整个生产过程的核心依据。
2. 原料配制与熔炼:调制优的质“铁水”
根据图纸要求,选用高强度灰口铸铁(如HT200、HT250、HT300)作为主要原料-。在中频感应炉中,将生铁、废钢、回炉料等按精的确比例混合,并加入硅铁、锰铁等合金元素,以调整化学成分-1-16。
关键控制:熔炼温度通常控制在1450-1520℃-1-16。过程中会用光谱仪实时检测铁水成分,确保碳、硅、锰等元素含量达标-1,同时严格控制硫、磷等杂质含量-16。
3. 造型与浇注:铸就平台雏形
这是决定平台外形和内部质量的关键环节。
造型:目前主流采用树脂砂造型工艺--16。工人用混有树脂和固化剂的石英砂,在模具中压制出与图纸一致的精的确型腔-1。对于超大型平台,可能会采用地坑造型-。
浇注:将成分检验合格的铁水降温至1380-1450℃,通过设计好的浇口系统缓慢注入砂型-1-16。浇注后,铸件会在砂型中自然冷却48-72小时,以缓慢释放应力-1。
4. 清砂与初检:剔除先天缺陷
冷却开箱后的毛坯件,首先通过振动落砂和喷丸处理,去除表面的砂粒和氧化皮-1。随后,会进行严格的无损探伤:
磁粉探伤:检测表面及近表面是否有裂纹-1。
超声波探伤:探测内部是否存在疏松、气孔、砂眼等隐患-1。
不合格的毛坯件在此阶段就会被直接淘汰-1。
5. 第一次热处理(时效处理):消除铸造内应力
铸造过程会在平台内部产生巨大的内应力,若不消除,日后平台会缓慢变形,丧失精度-。因此,时效处理至关重要-。
人工时效:将毛坯件放入热处理炉,进行去应力退火-1。典型工艺是以50℃/h的速度升温至550-620℃,保温数小时,再以30℃/h的速度缓慢冷却--16。
自然时效:对于精度要求相当高的平台,在人工时效后,还需在露天环境放置数月甚至数年-,让内应力自然释放。
6. 粗加工:初具规模
时效处理后的毛坯,使用大型龙门铣床、刨床等设备进行粗加工-16。主要加工平台的底面、工作面及周边轮廓,为后续精加工预留1.5-2mm的余量-1。
7. 二次热处理:稳定加工精度
粗加工会再次引入新的应力。因此,需要进行二次稳定化处理(或称二次时效)-。将粗加工后的平台加热至320-380℃保温数小时,以消除机加工产生的应力-1,确保平台尺寸长期稳定-。
8. 精加工:逼近精度
这是实现平台高精度的关键一步。
精的密磨削:使用高精度平面磨床,对工作面进行精的密磨削-1。采用“多次走刀、逐步减少进给量”的方式,确保工作面达到相当高的光洁度(Ra≤0.4μm)-1-16。
细节加工:加工平台上的T型槽、螺纹孔、定位孔等-1-5。
9. 刮研与找平:精度的终雕琢
对于高精度平台(如0级、1级),机械加工无法满足最后的精度要求,必的须依靠人工刮研-。
刮研:这是保证超的高精度的核心工艺-。技术工人使用刮刀,在平台工作面上手工刮出微小的、均匀的凹点-5。这些凹点不仅能保证相当高的平面度,还能储存润滑油,提高耐磨性-。精度越高,要求的接触斑点越密集-4。
找平:刮研过程中,需要不断地用涂色法来检验,通过反复刮削高点和低点,终将平台的平面度调整至微米级-。
10. 终检验与表面处理:合格出厂
完成刮研的平台,会进行全的面检验,使用电子水平仪、自准直仪等精的密仪器,按国家标准(如GB/T 22095)-检测其平面度、平行度等关键指标-1-4。
检验合格后,平台会进行喷漆等外观处理-4,最后标注型号、精度等级、出厂编号等信息-5,包装入库。
总结
整个流程可以概括为:设计规划 → 配料熔炼 → 造型浇注 → 清理初检 → 一次时效(去应力)→ 粗加工 → 二次时效(稳尺寸)→ 精加工 → 刮研找平(达精度)→ 终检涂装。
其中,两次时效处理是保证平台长期不变形的核心,而人工刮研则是将平台精度推向的点睛之笔。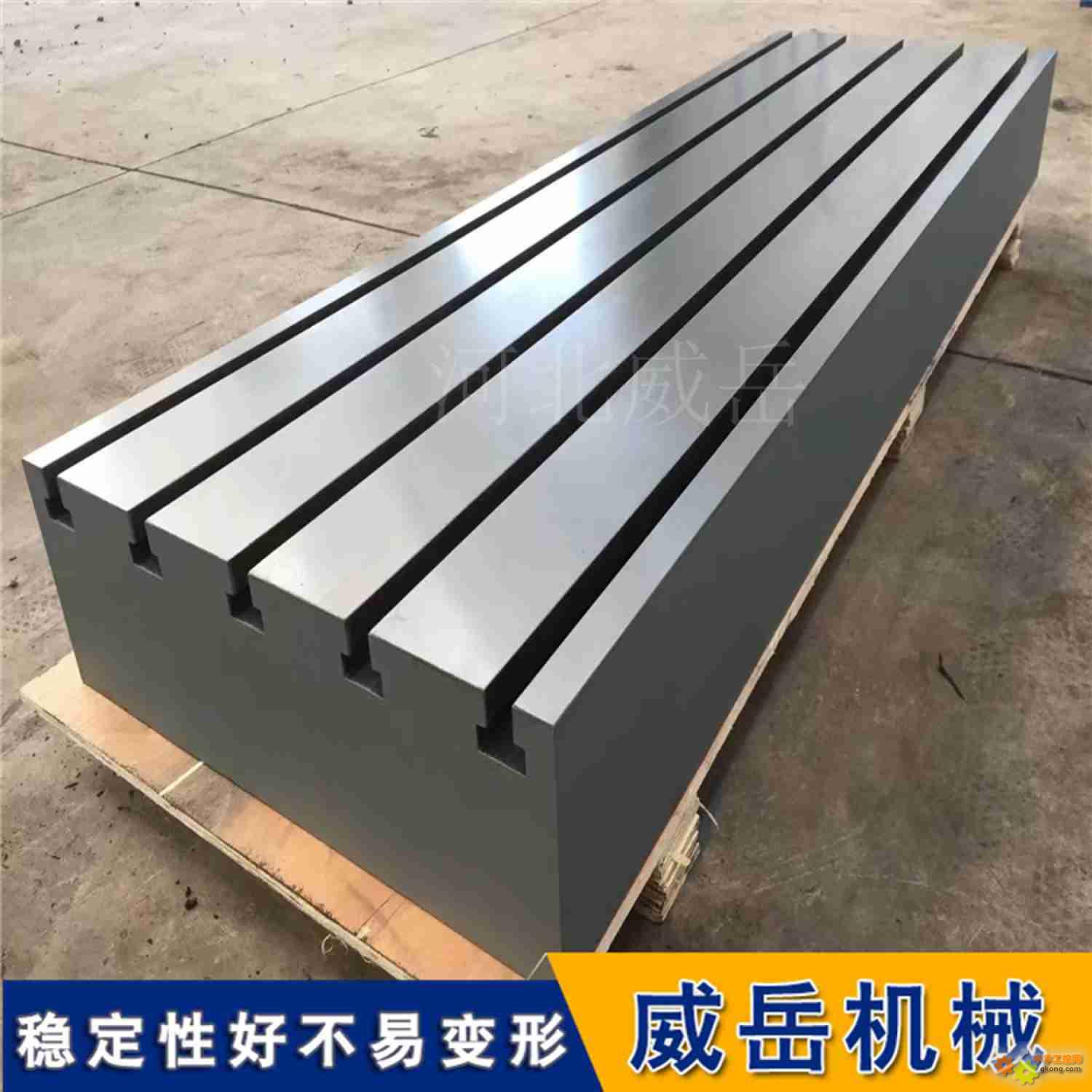
|

