傅大东
苏州名创自动化有限公司 苏州金阊区白洋湾大街洋南路 20-2号 215103
摘要:
本文介绍了西门子公司的 LOGO!的功能和特点,并详细说明了端子折弯机的组成设计,具体功能和 LOGO!的应用。
关键词:LOGO!;控制;系统
1 项目简介
1 项目简介
LOGO!是西门子公司的通用逻辑控制模块,功能很强大,在小型的机械和装置中有着非常广泛的应用,将 LOGO!应用在端子折弯机上,具有提高生产的自动化效率,可靠性高,投资小的特点。
2 工艺流程介绍
3 方案确定
端子折弯机原本预备用继电器控制,但后来由于控制要求比较复杂,用继电器控制不会很理想,基于成本的考虑,也没有使用 PLC,而是选用了 LOGO!.
4 产品硬件配置
端子折弯机选用西门子 LOGO!!24RCo,24RCo 是 8 输入/4 输出的模块(输入为数字量,输出为继电器方式)。
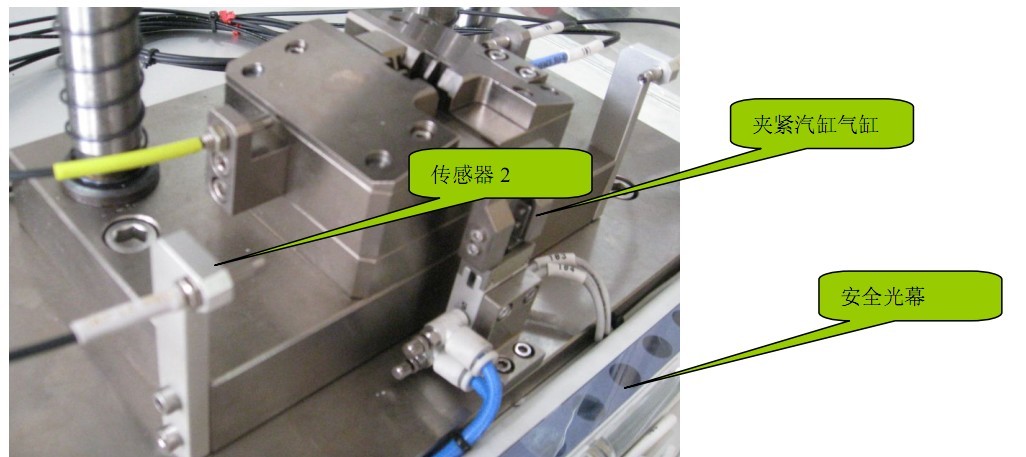
下图为该端子折弯机的机器图 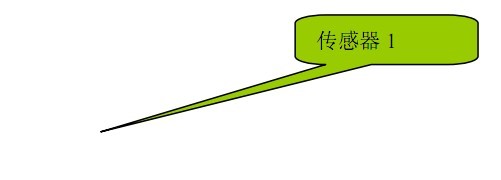
加工前后的料件图
加工前后的料件图
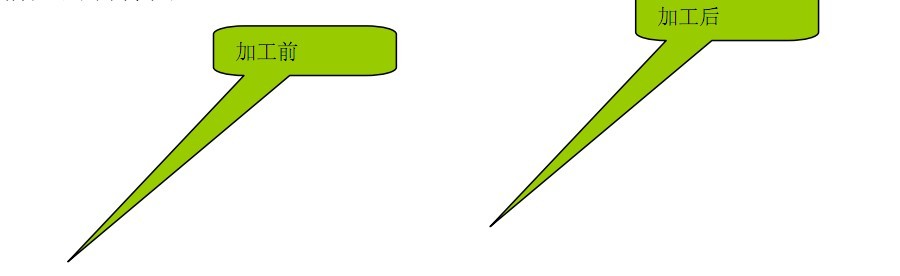

端子折弯机就是冲压如上图所示的料件。
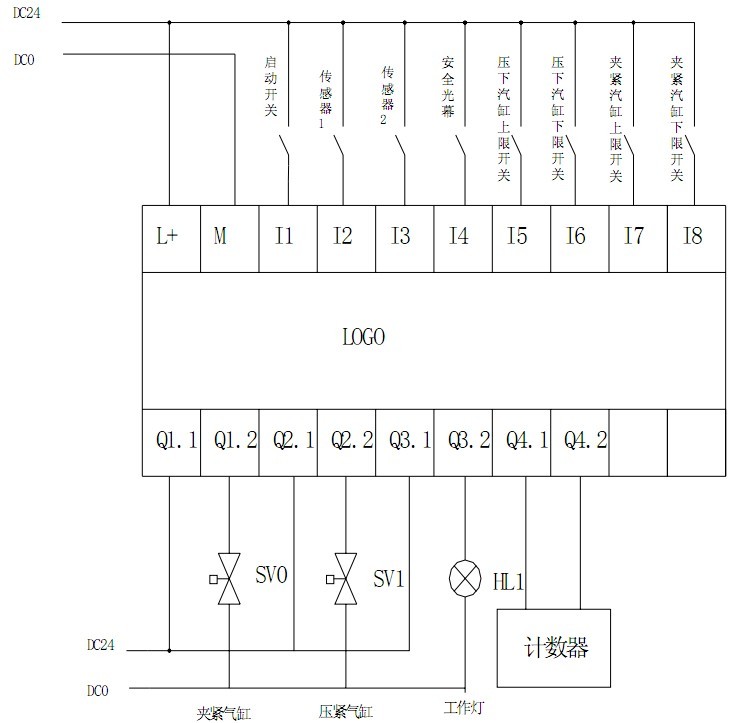
下图为该端子折弯机的电气原理图
下图为该端子折弯机的电气原理图
5 软件开发

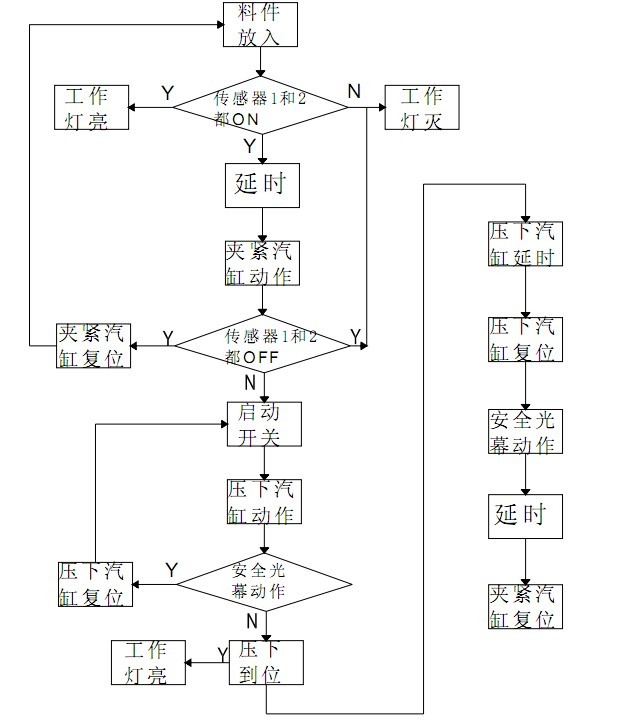
端子折弯机的程序图
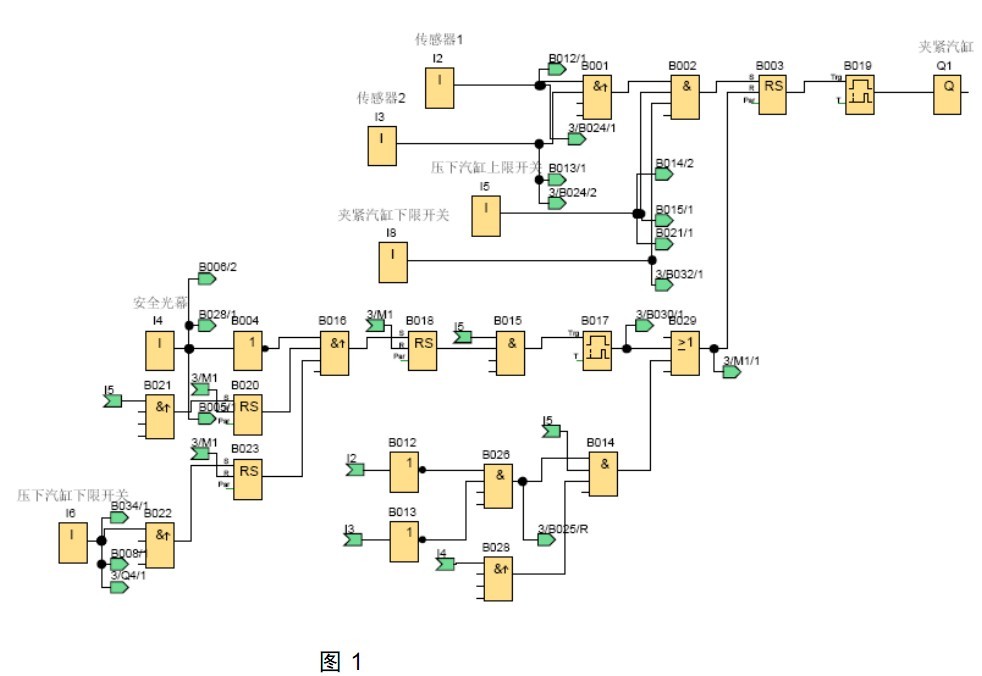
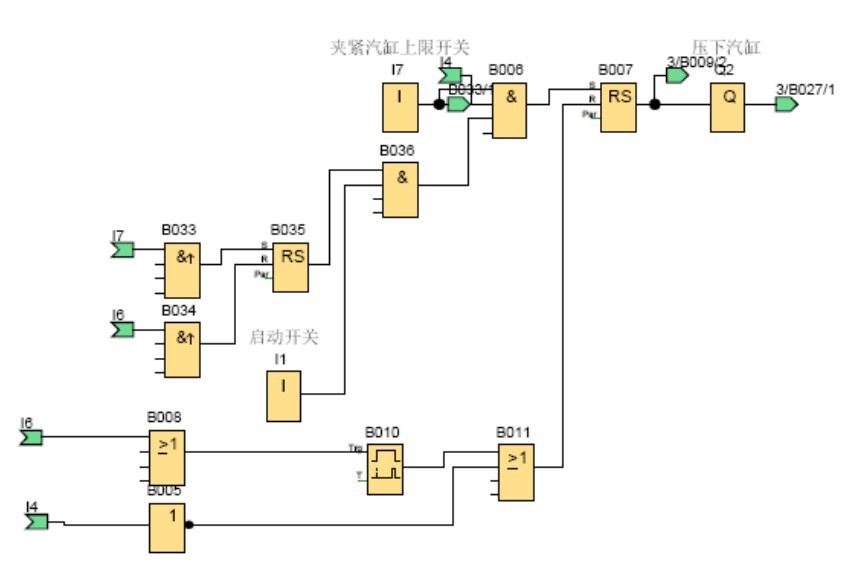
图 2

图 3
系统软件设计采用 FBD 编程,程序动作说明如下
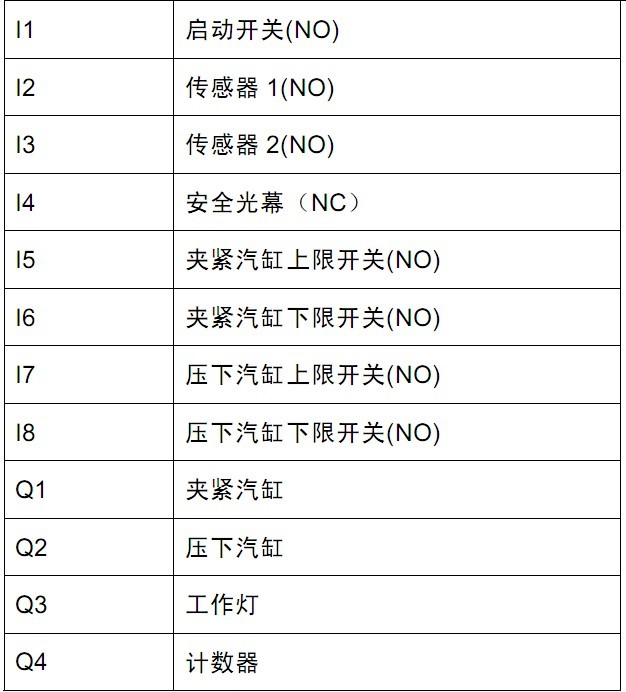
当手把料件放入时,传感器 I2 和 I3 导通,夹紧汽缸和压下汽缸的传感器 I5 和 I8 都在原点,安全光
幕 I4 由导通变断开,经过延时,夹紧汽缸 Q1 动作,I7 导通,如果在夹紧后没有夹好,I2 和 I3 都不
导通,同时手离开安全光幕时,安全光幕 I4 由断开变导通,夹紧汽缸 Q1 松开,需再次放入料件。
幕 I4 由导通变断开,经过延时,夹紧汽缸 Q1 动作,I7 导通,如果在夹紧后没有夹好,I2 和 I3 都不
导通,同时手离开安全光幕时,安全光幕 I4 由断开变导通,夹紧汽缸 Q1 松开,需再次放入料件。
夹紧汽缸夹好后,按下启动开关 I1,压下汽缸 Q2 由上到下动作,如果在压下汽缸 Q2 动作的过程中,安全光幕 I4 由导通变断开,为了防止危险,压下汽缸复位,需重新按下启动开关。当压下汽缸压到底,I6 导通,经过延时,压下汽缸复位。
压下汽缸回到原点后,去拿料件时手要经过安全光幕,安全光幕 I4 由导通变断开,经过延时,夹紧汽缸松开,工作灯灭,一个工作周期完成。
在没有按下启动按钮之前,传感器 I2 和 I3 都导通后,工作灯亮;传感器 I2 和 I3 都不导通,工作灯灭,在按下启动按钮,压下汽缸 I6 导通之后,不管传感器 I2 和 I3 导不导通,工作灯亮。直到一个工作周期完成,夹紧汽缸松开,工作灯才会灭。
压下汽缸的下限开关 I6 导通一次,计数一次。
6 应用体会
LOGO! 控制器的使用提高了可靠性,控制简单,减少了元器件的使用,由于选用的 LOGO!没有液晶面板,编程方面通过在电脑上编写好了在再下载到 LOGO!中去,还可以在线调试和离线模拟,便于发现问题和解决问题。
LOGO! 控制器的使用提高了可靠性,控制简单,减少了元器件的使用,由于选用的 LOGO!没有液晶面板,编程方面通过在电脑上编写好了在再下载到 LOGO!中去,还可以在线调试和离线模拟,便于发现问题和解决问题。
7 意见与建议
使用 LOGO! 控制器的过程中总体感觉还是不错的,就是接线不太方便。
参考文献
[1] 参考文献: 深入浅出西门子 LOGO!

