|
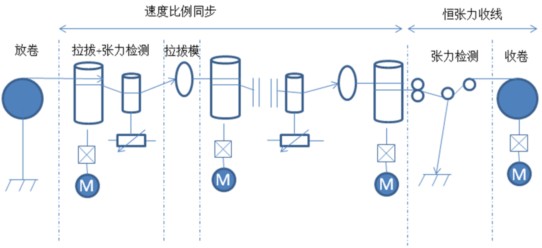
直进式拉丝机是常见的金属线材加工设备中的一种,可对高、中、低碳钢丝、不锈钢丝、铜丝、合金铜丝、铝合金丝等进行加工,效率比较高。根据加工线材和加工工艺要求,拉拔头一般有3-10个,在每一级拉拔牵伸处配置一气缸用作该级的张力检测,用以实时调整该级转速进行速度匹配。目前各级之间的速度基本上都采用交流变频控制技术,并采用触摸屏存储工艺参数和生产数据等,自动化程度高、操作方便、拉拔的产品质量高。直进式拉丝机传动示意图如下:
按照各级速度调整模式,可分为以下两种方式
方法之一是速度的PID调节由控制系统PLC来完成,所以气缸张力的反馈也必须反馈到PLC中去。PLC给变频器的指令就是变频器的最终速度指令,这是目前主流的控制方式。如下图示:
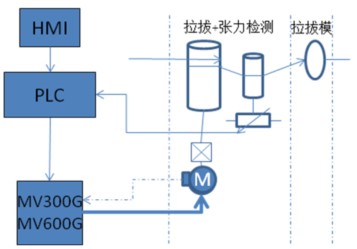
另外,根据电机提供编码器与否,变频器可以选择开环矢量控制与闭环矢量控制。如果选择开环矢量控制,则选择MV300系列即可,如果选择闭环矢量控制,则选择MV600G,MV600G系列变频器有标配PG卡,支持5V差分长线性编码器或24V开路集电极(NPN型)编码器。对这种控制方式,一般都选择运算速度比较快的中型PLC,如西门子S7-300系列等,这也是目前采用的最多的一种方式。速度的PID调整算法也比较成熟,由PLC来完成。
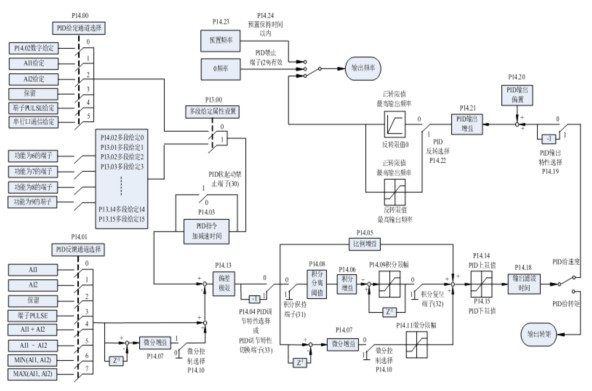
方法之二就是将张力反馈信号接入到变频器去,由变频器来完成速度的PID调节,控制器PLC只要根据牵伸比、减速比及材料压缩率等计算好各变频器的主速比即可。如下图:
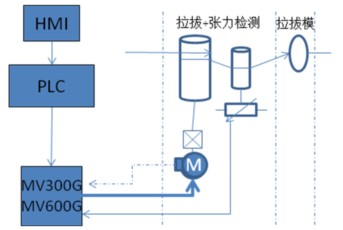
这种方式多用在拉拔头不多的设备上,如焊丝。因控制不好易引起系统震荡。与方法一相同,可选择MV300G或MV600G变频器。这种方式由变频器来完成速度PID的调节。我司MV300G和MV600G都支持速度的主辅叠加模式,如下图所示
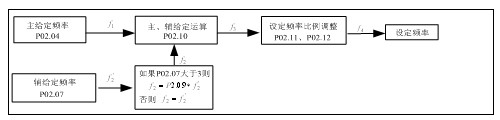
而辅助给定频率则可以靠变频器内置的过程PID来完成,如下图:
根据控制器PLC与变频器频率传递的方式,可分为现场总线控制和模拟量控制。
现场总线现场布线简单,越来越得到客户和系统集成商的认可,目前常用的现场总线是PRODIBUS-DP和CANOPEN。模拟量控制是早期常采用的控制方式,它不受变频器型号的影响,因为变频器都支持模拟量频率给定,在损害时更换来的更方便。
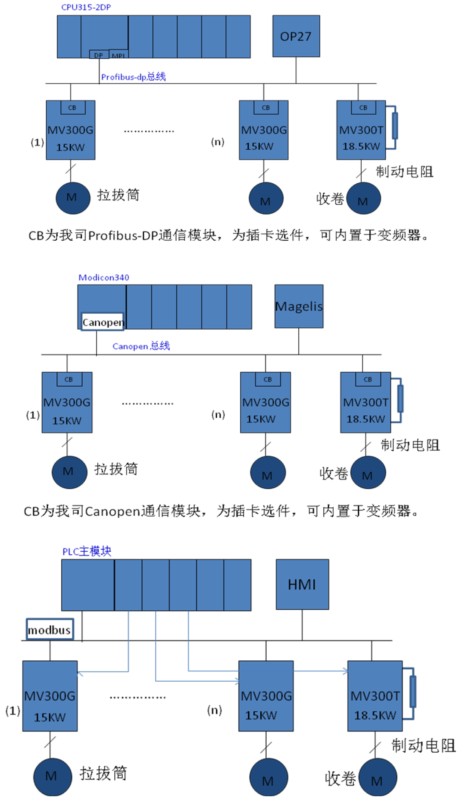
在用模拟量进行控制时,还可以利用变频器内置的RS485接口,通过MODBUS协议将各变频器的当前状态读取到PLC中去。
MV系列变频器在以上几种系统构成方式上都有批量成熟应用,广泛应用于焊条、焊丝(气保焊丝、埋弧焊丝、药芯焊丝等)、钢丝(高、中、低碳钢丝,不锈钢丝,预应力钢丝,轮胎钢丝,胶管钢丝,弹簧钢丝,钢帘线等)、电线电览(铝包钢丝、铜丝、铝丝等)、合金丝等各种金属线材的加工。
由MV系列变频器+PLC+HMI构成的系统还具有如下功能:精确计米、定长自动减速并停车、 断线检测并自动停车、任意卷筒正反点动及左右联动、各种故障信息及处理信息显示、各种运动信息监控。此外系统还支持任意配模工艺,模具磨损后通过调谐自动补偿,不易断丝。并设有跳线装置可任意切除卷筒拉拔,以适应不同的工艺。
|

