设备数据被困在车间,无法变成生产决策依据?问题可能不在硬件,而在整个采集方案。
凌晨两点,某化工厂的值班工程师盯着屏幕上跳动的异常数据,却不知道问题出在哪里——三套不同年代、不同品牌的控制系统各自为政,关键的生产参数分散在十几个独立的监控画面中。
“DCS系统是2010年的,PLC是2015年新增的,智能仪表是去年刚上的……”生产总监王总揉了揉太阳穴,“每个系统都有自己的数据孤岛,我们要看完整的生产状态,得在五台电脑之间来回切换。”
如果你的工厂也面临这样的困境:数据看得见但摸不着,采得到但用不上,那么请继续往下看。这不仅仅是买几个网关那么简单,而是一整套数据采集思维的革新。
一、工业数据采集的真相:99%的企业都走错了第一步
大多数企业在数据采集上犯的第一个错误是:从硬件开始思考。
- “我们需要几个网关?”
- “哪种型号的采集模块?”
- “预算够买多少台设备?”
这些看似合理的问题,实际上把解决方案局限在了“硬件采购”的层面。真正的数据采集,应该从三个核心问题开始:
-
我们要解决什么业务问题?(是设备故障预警?能耗优化?还是生产质量追溯?)
-
需要哪些数据来支撑决策?(温度、压力、电流、产量、能耗……)
-
这些数据现在在哪里?以什么形式存在?
广东一家注塑厂的李厂长分享了他的教训:“我们前年花了几十万上数据采集系统,买了最好的网关和传感器。结果发现,最关键的质量参数根本不在PLC里,而是在老师傅的经验里——压力曲线怎么变化、温度怎么调整,这些隐性知识没有数字化。”
二、数据采集的四个层级:你在哪一层?
第一层:连接层(最容易但最不重要)
把设备连上网,这是最基本的要求。现在市面上90%的“工业互联网解决方案”都停留在这个层面。硬件网关、采集模块、通讯接口——这些只是工具,不是目的。
第二层:数据层(开始有价值)
把正确的数据采上来,进行清洗、整理、标准化。这里的关键是:采全、采准、采及时。很多企业在这一层就卡住了,因为不同设备的数据格式五花八门。
第三层:应用层(产生实际价值)
数据开始为业务服务:设备故障预测、能耗分析、质量追溯、生产优化……数据真正变成了生产力。
第四层:智能层(最高境界)
基于数据训练模型,实现自适应控制、智能排产、自主优化。这是所有制造企业的终极目标,但需要前三层打好基础。
“我们服务过一家企业,他们一开始就要上AI预测性维护。”深控技术的数据架构师陈工回忆道,“但当我们实地调研后发现,他们连最基本的设备运行数据都采不全,电流、电压、温度这些基础参数都没上系统。这种时候,再好的算法也没用。”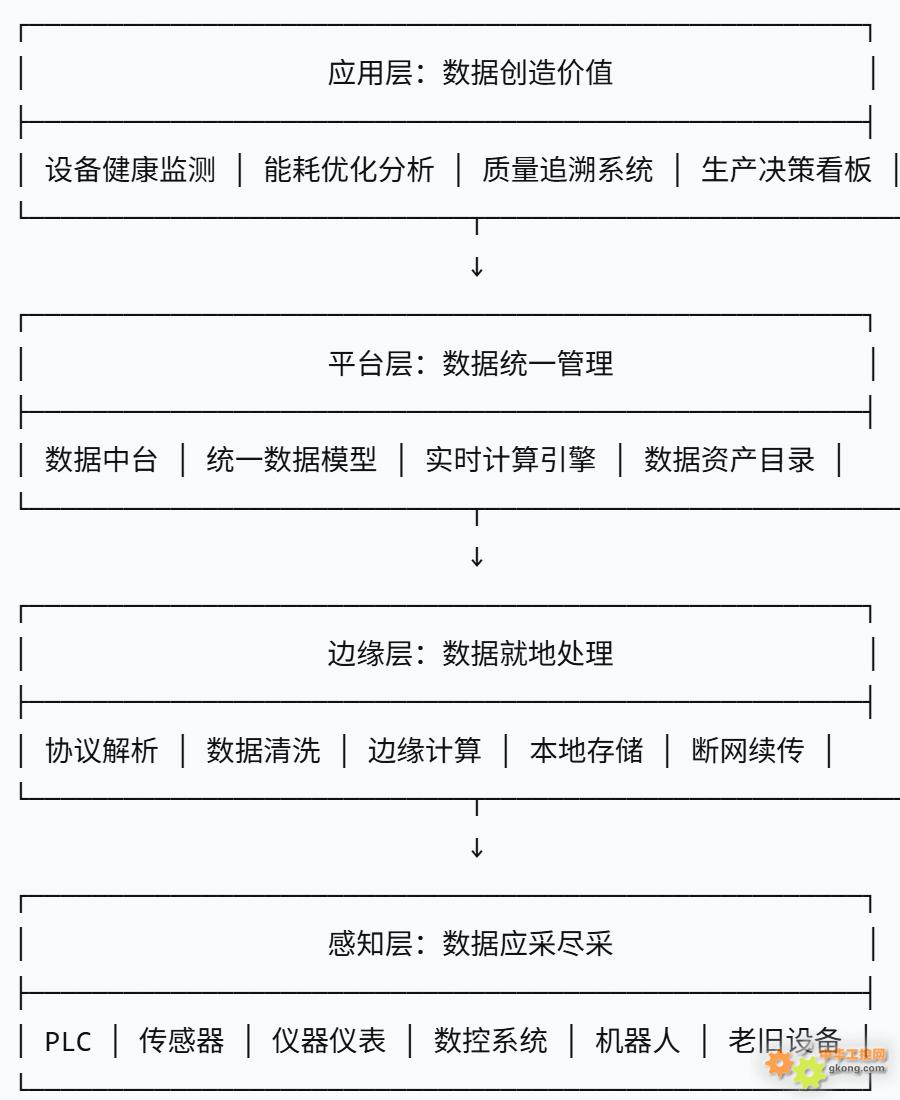
三、一个好方案胜过一百个好网关
真正的数据采集方案,应该像精密的神经系统:
1. 感知层:让数据“应采尽采”
-
协议兼容不是终点,而是起点——能对接西门子、三菱、欧姆龙只是基本功
-
隐性数据显性化——老师傅的经验参数、设备的历史曲线、工艺的关键节点
-
非标设备不放弃——老旧设备、自制设备、进口特种设备,总有办法采到数据
2. 传输层:让数据“安全抵达”
-
支持断点续传,网络波动不影响数据完整性
-
本地边缘计算,70%的数据在车间就处理完了
-
多重加密保障,从设备到云端全程安全
3. 平台层:让数据“说话”
4. 应用层:让数据“创造价值”
-
设备OEE实时计算,哪个环节拖了后腿一目了然
-
能耗精细化管理,找到“电老虎”和“气老虎”
-
质量数据追溯,快速定位问题批次
四、从“看见”到“预见”:数据采集的真正价值
山东一家纺织企业用实际效果证明了数据采集的价值:
第一阶段(3个月):全面感知
在72台主要设备上部署数据采集,覆盖电流、电压、温度、转速、产量等128个关键参数。第一个月就发现:3号机的能耗异常偏高,检查后发现是主轴磨损导致的负载增加。
第二阶段(6个月):深度分析
建立设备健康模型,基于历史数据训练故障预测算法。成功提前72小时预警了2起主轴断裂事故,避免了近200万元的生产损失。
第三阶段(1年):智能优化
基于生产数据优化工艺参数,在保证质量的前提下,平均能耗降低12%,设备综合效率OEE从68%提升到83%。
“最让我们惊喜的不是技术本身,而是数据带来的思维转变。”该企业生产副总说,“以前我们凭经验管理,现在凭数据决策。哪个师傅的操作更节能,哪台设备的维护更到位,数据一清二楚。”
五、避坑指南:数据采集的五个常见陷阱
陷阱一:重硬件轻软件
买了最贵的网关,却没有配套的数据平台和应用软件,数据采上来没处用。
陷阱二:重采集轻治理
数据采上来了,但格式混乱、质量参差不齐,根本没法分析。
陷阱三:重技术轻业务
技术方案很先进,但解决的不是业务最痛的问题。
陷阱四:重建设轻运营
系统上线就结束,没有持续的数据质量监控和应用优化。
陷阱五:重全面轻重点
想一步到位采集所有数据,结果战线拉得太长,迟迟看不到价值。
六、行动路线图:数据采集的务实路径
如果你的工厂想要启动数据采集,建议遵循这个“三步走”策略:
第一步:小范围验证(1-2个月)
选择1-2条产线或3-5台关键设备,聚焦1-2个明确的业务问题(如设备故障预警或能耗优化),快速验证方案可行性。
第二步:重点复制(3-6个月)
在验证成功的基础上,扩展到主要产线和关键设备,解决3-5个核心业务痛点。
第三步:全面推广(6-12个月)
在全厂范围推广,建立统一的数据平台和应用体系,实现数据驱动的智能运营。
“我们最大的经验是:不要追求完美,要追求进步。”浙江某汽配企业的数字化负责人总结道,“哪怕先从一台设备、一个参数开始,只要这个数据能产生价值,就能树立信心,推动下一步。”
数据采集从来不是目的,而是手段。真正有价值的是数据背后的洞察,是洞察带来的决策优化,是优化产生的实际效益。
当那家化工厂最终实现了全厂数据的统一采集和分析后,王总说了这样一段话:“以前我们像是在黑夜里开车,只能看到车灯照到的一小片路。现在,我们有了全景地图,知道哪里是弯道,哪里是上坡,哪里有坑洼。这种感觉,不是买几个网关就能带来的,而是一整套数据思维的转变。”
好的数据采集方案,应该是隐形的——它不应该是车间的负担,而应该是生产的助力。它不应该让工程师天天调试,而应该让管理者时时受益。
如果你的数据采集还停留在“买硬件、接设备、看数据”的阶段,那么是时候思考一个问题:我们到底是为了采集而采集,还是为了更好的生产而采集?
答案,决定了你能走多远。
|

