|
EC混合型PLC在燃油燃烧器中的应用
摘要:介绍混合型PLC在燃油燃烧控制系统中的应用。混合型PLC可以对燃烧机燃烧火焰状况进行适时调节,既可单调风门、油门,也可以风门、油门联调,对风、油按比例进行调整。由于混合型PLC带有CAN、RS485接口,支持人机界面,可以通过上位机对系统进行实时监控,并且可以通过RS485网络连接第三方设备。
关键词:混合型PLC;网络互联;燃烧器;控制
1引言
现代燃油燃烧器多为自动控制式的燃烧器,适用燃料为:柴油、重油、渣油、及各种气体燃料,并可单烧油、单烧气、油气混烧,一般采用工业程序控制器、火焰检测器以及温度传感器等组成自动控制系统,对燃烧器燃烧火焰状况适时调节。我们将科威ESAY系列混合型PLC用作燃烧机控制器,取得了良好的效果。本文介绍2005年3月成功应用于河南南阳路德筑路机械厂的混合型PLC燃烧器控制系统。
2燃烧器控制系统概况
2.1燃烧器主要技术参数
1、供油压:1.2—1.8MPa
2、天然气压力不低于3000mmH20,热值8500大卡。
3、调节比: 1:5
4、喷出的火焰速度约50—60米/秒,火焰长度约1.5-2.5mm,火焰成束形,扩散角约15
5、火焰温度约1200℃。
6、在标定工况下,火焰中含C0、CH及烟气成份不大于0.1%,烟度不高于林格曼1级。
7、燃烧机整体噪音75-85分贝。
8、炉前重油油温必须到达100℃,渣油到达130℃,原油到达80℃。
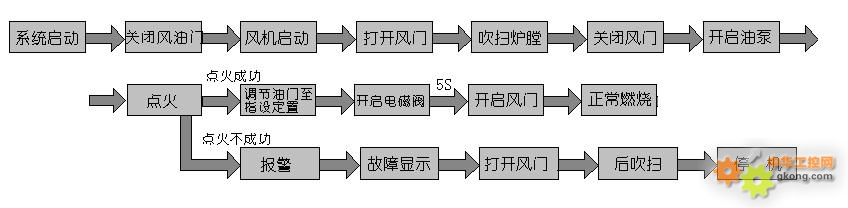
2.2燃油燃烧器工艺流程图
2.3燃油燃烧器对控制的要求
1、控制器启动与停止均为一键式,有手动和自动两种控制方式,并能自由转换。
2、屏显内容包括:当前温度、风油门开度、目标值显示、故障自诊等。
3、在手动控制状态下能单独控制风机、油泵、油门大、油门小、风门大、风门小、电点火、电磁阀等设备。
4、温度控制能保证在目标值±3℃范围内,并具有超温报警保护措施(报警温度可由用户自由设定)。
5、控制器备有计算机通讯接口,能与沥青搅拌机联机操作。
6、控制器包含有温度、火焰等传感器及其检测系统。
3控制系统配置
3.1控制器选型说明
根据以上要求,从成本、性能、用户持续工艺改进及必要的产权保护考虑,选既有开关量又有模拟量的PLC——EASY-M0808R-A0404NB,可以很好的满足其工艺要求。
该混合型PLC如下功能:
1)、4路模拟信号输入,信号类型0-60毫伏,采用12位数值计数。
2)、4路模拟信号输出,信号类型0-20毫安,采用12位数值计数。
3)、8点开关量输入
4)、8点开关量输出
5)、具有梯形图编程接口,可连接计算机或人机界面。
6)、支持CANBUS和RS485网络,可作CAN网络或RS485的主站或从站。
7)、与远程模块Easy-FT配接,实现远程数据访问
3.2输入输出口定义
1、 E分度热电偶接:AX0+,AX0-
2、 油压信号接: AX1+,AX1-
3、风门调节阀接:AX2+,AX2-(0—1K反馈)—D11
4、油门调节阀接:AX3+,AX3-(0—1K反馈)—D12
5、风机控制接: Y0
6、油泵控制接: Y1
7、电磁阀控制接:Y2
8、点火控制接: Y3
9、风门正转: Y4
10、风门反转: Y5
11、油门正转: Y6
12、油门反转: Y7
13、火焰检测输入:X3 ON——亮,OFF——熄
14、启动: X1
15、停止: X2
16、手动/自动: X0
17、风门加: X4
18、风门减 X5
19、油门加 X6
20、油门减 X7
3.3硬件接线图

3.4 软件实现说明
3.4.1自动部分:
结合工艺要求,主程序采用步进阶梯指令编程,实现工艺流程自动按要求完成燃烧全过程。
3.4.2手动部分:
用来进行设备调试及应急处理,用通用梯形图指令编写。
3.4.3相关子程序部分:
温度变换子程序
输出转换子程序
AD值采样滤波子程序。
温度控制自动调节子程序
3.4.4人机界面程序及功能
手自动的调节
参数的设置
温度、压力信号的显示
燃烧器工艺流程显示
报警指示等
注:程序在此省略,对程序感兴趣者可以来电索取。
4、系统特点
4.1通用性强,开发成本低廉,工艺保密性好。混合型PLC既可以处理开关量信号又可以处理模拟量信号,节省了不必要的开支,大大降低了成本,同时还具有工艺保密性好,用户可以自己加密,自己编写程序,知识产权得到了保护。
4.2强大的网络功能
4.2.1混合型PLC选用CANbus作为现场组网总线,凡按该标准开发的CAN网络从站设备均可连入EASY为主站的CAN网络,从而拥有CAN网络带给的增值服务,如利用平台节点进行梯形图编程,将产品信息送到人机界面等。
4.2.2混合型PLC的另一通信网络是RS485网络,其物理接口是串口1,在串口1上,在运行模式下加载了三菱FX2N计算机链接格式1协议的子集,即只对数据寄存器D进行读写操作,但嵌入式PLC既可为该协议的主站,也可作为该协议的从站。RS485网络通信速度规定为9600 BPS,但主从站的设置,通信报文数及报文长度的设定,报文发送频率控制等网络通信控制,由梯形图完成。
5、结束语
用作燃烧控制器的混合型PLC,提供了如下多种控制方式:手动控制、自动控制、风门段火控制、变频段火控制、风门调节比例控制、变频调节比例控制、触摸屏数字变频比例控制,可实现自动点火、熄火保护、火力自动调节的功能,具有节能、安全、稳定可靠、网络互联等特点。
|

