|
EC系列PLC在脉冲燃烧方式梭式窑控制系统中的应用
摘要:介绍以嵌入式PLC为主要控制器加人机界面的梭式窑温控方案,并将该方案与传统的以脉冲燃烧方式为主的控制方案进行了比较。
关键词:嵌入式PLC;CAN总线;梭式窑;控制
1引言
传统的脉冲燃烧方式梭式窑温控系统多采用单回路PID调节仪与德国Krom公司的MPT-700P脉冲控制器解决,但该类脉冲控制器最多只有两路输入,而且价格特别昂贵。如果一座大容积梭式窑采用一台脉冲控制器控制,如出现温度不均匀现象,系统无法自动抑制,只能手动干预。本文介绍的案例,采用科威公司的Easy系列PLC加HITECH公司的人机界面解决方案。
1.1应用场所:
2005年3月我公司中标承建了唐山雷诺陶瓷有限公司的100立方脉冲燃烧方式梭式窑项目。该项目已于6月份竣工投产,设备已正常运行。
2 用户要求
2.1基本电器参数及要求
1、排烟风机功率 37kw
2、助燃风机 18.5kw
3、全窑24台燃烧器,8个温控区温度按同一曲线自动控制
4、窑压、助燃风压手/自动控制
5、PID调节,脉冲燃烧
6、火焰检测,熄火保护
7、采用链条机自动进出窑车
8、异常情况报警,设备安全连锁
3、系统方案
3、1系统结构
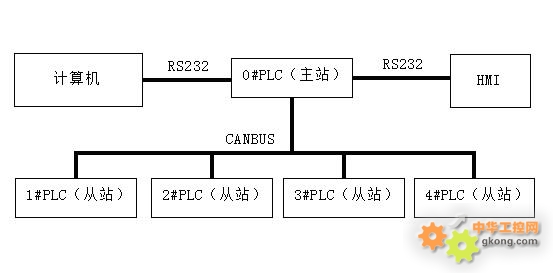
1、4台Easy-M0808R-A0404NB混合型PLC和1台Easy-M2416R开关量PLC,通过CAN总线组成主从站网络,完成设备启停,温度、压力控制以及过程控制。
2、机界面通过RS232与主站PLC的RS0口连接,所有手动操作、参数设定、工况显示均通过人机界面实现。
3、在工厂配置一台计算机作为服务器,通过RS232与主站PLC的RS1口连接,监视窑炉运行状态并记录运行数据。其他授权网络用户也可以通过访问服务器方便地察看窑炉运行情况或查阅窑炉历史数据。
4、系统框图
3.2系统特点
1、8个温控区平均分配给3台PLC控制,各区的热电偶信号输入与同区的脉冲阀占空比输出安排在同一PLC上,而相关的控制参数也通过人机界面预置在该 PLC中。这样处理好处是:1)、使温度控制动作在最短的时间得到响应;2)、 减少了CAN通讯的数据交换量,加快了通讯速度;3)、便于故障诊断。
2、压力控制、链条机动作顺序控制也是分别由单独的PLC完成。
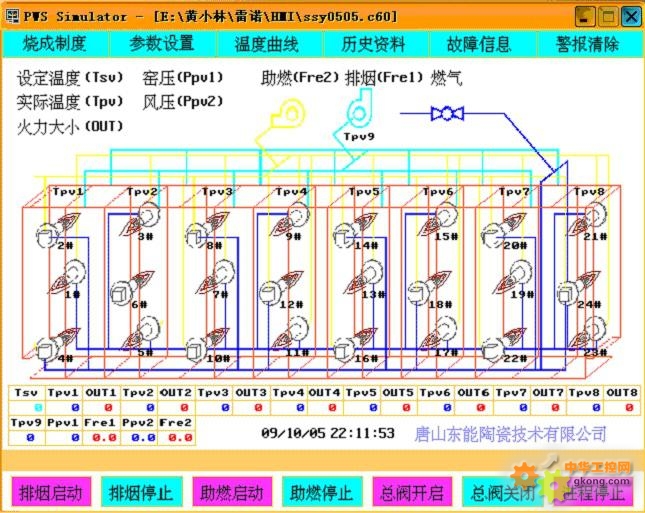
3、在人机界面中可预设三条烧成曲线,选取其中一条作为当前工作曲线,同时提供8个温控区作为动态设定温度。而每个温控区均为独立的PID调节。
4、在PLC程序中对PID作用方向的控制,方便地实现了窑炉加热模式向冷却模式的自动转换。
3.3人机界面功能
1、设备启停
2、系统温度、压力设定
3、系统PID调节参数设定
4、脉冲参数设定
5、链条机控制参数设定
6、窑炉当前运行状态显示
7、系统历史数据记录
8、系统报警功能
3.3人机界面画面




4 比较分析
我公司曾经承建的唐山中陶瓷业的80M3脉冲燃烧式梭式窑采用的是以PID调节仪和MPT-700P脉冲控制器为主控元件的控制系统,以下是PLC/HMI控制系统与脉冲控制器控制系统的比较分析:
1、方便性:PLC控制系统电路设计简洁,大量的仪表、按钮、继电器被简化。复杂的电路被PLC的程序和HMI的组态所代替。
2、一致性:通过PLC强大功能实现的多温区控制模式替代了脉冲控制器的单温区控制模式。我们在唐山中陶瓷业的梭式窑的每辆窑车的上下左中右均放置测温环,检测窑内各区温度。出窑后检测所有测温环,最高温度与最低温度之差为14℃。我们在雷诺公司的PLC控制的梭式窑中作了同样的检测,经检测所有测温环,最高温度与最低温度之差为8℃。
3、精确性:在正常运行状态下,PLC控制系统控制点的实时温度跟踪设定温度的极限偏差-2℃到+3℃,脉冲控制器系统的极限偏差为±1℃。这说明PLC的PID参数需进一步完善,程序的算法有待进一步优化。
4、灵活性:因为PLC的程序和HMI组态可以根据实际运行情况及用户需求随时修改,所以PLC系统具有更好的灵活性。
5、互连性:PLC控制系统通过一根电缆既可方便的将所有窑炉运行状态和数据传送给计算机,进而接入互联网;脉冲控制器系统需配置各类通讯模块才能将系统信息介入计算机。
6、经济性:PLC+HMI+PC:25000元左右,可以控制8个温区;MPT-700P脉冲控制器+调节仪+数显表+通讯模块+工控机:54000元左右,只能控制1个温区。混合型PLC系统具有更好的性价比。
|

