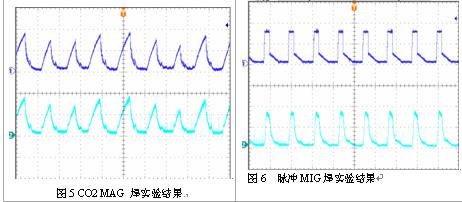
采用上述传感器做对输出电流进行采样,编制相应的闭环控制软件,不同的焊接工艺对于输出电流的变换规律是不一样的,短路过渡中,电弧负载为短路和燃弧状态的周期性切换。在短路状态,输出电流要按照一定的斜率向上升,斜率太大,引起焊丝的硬爆断,斜率太小,短路时间变长,会发生顶丝现象。在然弧段,希望燃弧初期,电流快速下降,而燃弧后期,电流要维持一个平台,以保证足够的熔深。而脉冲MIG焊,可以在很小的电流范围内实现射滴过渡,在脉冲峰值期间,熔滴喷射出去,而在脉冲基值期间,维持电弧状态并加热熔池。输出电流需要周期性地快速变化,并且变化的幅值很大。例如采用1.2mm炭钢焊丝120A焊接时,基值电流约为35A,而峰值电流约为420A。可见,无论是CO2MAG焊,还是脉冲MIG焊,输出电要都要周期性地快速变化。图5为120A/18.5V CO2 MAG焊接时,给定地电流波形和反馈电流波形。而图6为120A/20V 脉冲MIG焊时电流的给定和输出电流地信号,可见整个电流环具有快速的跟踪性能,并且基本上可以做到任意波形的无差跟踪。
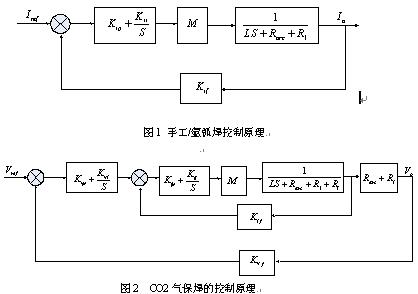
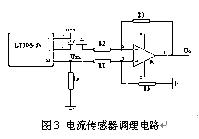
 为等效电弧电阻,R1为等效电路的内阻,包括电缆,电感,接触电阻,电源输出内阻。
为等效电弧电阻,R1为等效电路的内阻,包括电缆,电感,接触电阻,电源输出内阻。