弥春霞、王博(山东莱钢自动化部,271104)
摘要: 该系统通过PLC采集现场生产数据,作为故障判断和定位的基础,上位机对采集的数据进行处理,判断现场各设备工作状态,状态的正误以不同的形式在项目画面上显示出来。
关键词: PLC MMI 以太网通讯
一、概述
该系统通过工业以太网实现上位监控机和可编程控制器PLC通讯和数据交换,上位机从PLC采集现场生产数据,作为故障判断和定位的基础,在上位机上以RSVIEW工业监控软件作平台,制作适宜于项目的画面,上位机对采集的数据进行处理,判断现场各设备工作状态,状态的正误以不同的形式在项目画面上显示出来。
二、系统配置
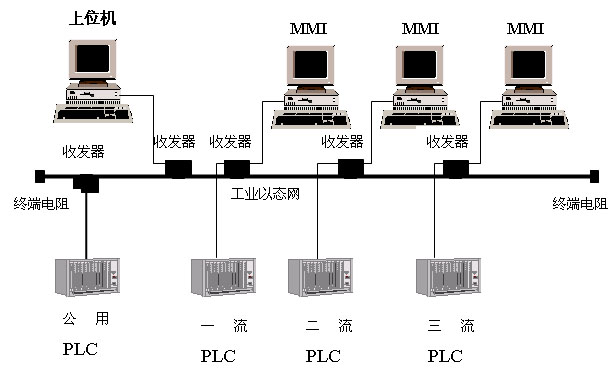
系统是基于WINDOWS NT SEVER 4.0操作系统和RSVIEW32工业监控软件为平台进行开发的。系统硬件采用IPC 610 研华工控机,主频800HZ,40G硬盘。系统不另配主机,与原监控画面并行运行,系统同时在4台监控机上运行,与原MMI由身份识别程序进行窗口切换。采用工业以太网,将现场5套AB 5/40E 工业控制器PLC和四台上位监控机进行连接,实现数据通讯。在该系统中,以四套AB PLC-5/40E作为主控制器,分别用于连铸机的公用系统及三套铸流系统的自动控制。共25台变频器则各自作为远程站与PLC进行通讯:其启动、停止、调速等指令均由PLC以数据通讯形式下达给变频器,同时变频器的各种状态数据以同样形式反馈给PLC。用于公用控制的PLC系统中,主机架通过CPU外挂5个扩展机架,2块远程输入/输出模板(RIO)及4台变频器。用于铸流控制的三套PLC系统的配置完全相同,均是:主机架通过CPU外挂2个扩展机架,3块RIO及7台变频器。
硬件和网络配置图(图1)
三、软件开发
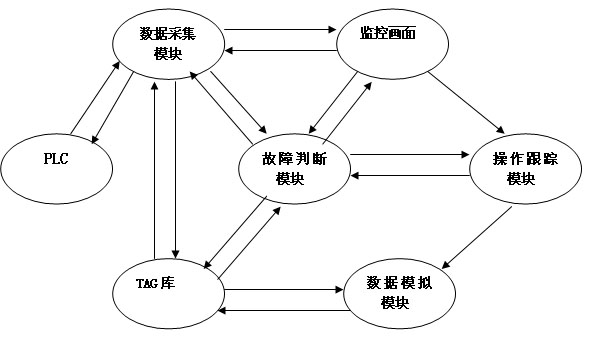
软件采用模块化结构,由通讯与数据采集模块、数据处理与故障判断模块、身份识别模块、操作跟踪模块、故障模拟模块。见软件结构图(图2)。
图2
3.1通讯与数据采集模块
通讯与数据采集模块实现现场生产数据的采集,以及在线故障诊断系统与PLC之间的数据交换。现场数据首先由PLC采集,然后,诊断系统再通过以太网通讯采集PLC中的数据。诊断系统产生的控制指令通过网络通讯下达到PLC,由PLC控制现场设备的响应。
3.2数据处理与故障判断模块
数据处理与故障判断模块实现对现场数据的处理,并根据数据处理的结果判断设备的工作状态,确定故障是否发生,并支持故障查询定位,给出故障处理向导。以拉矫机的故障判断为例进行描述。
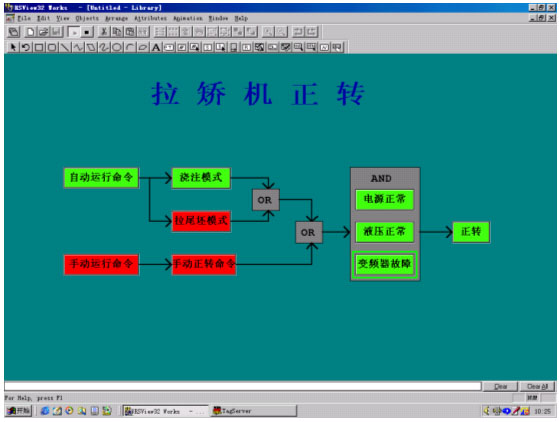
拉矫机的状态有三种:正转、反转、停止,故障状态定义为当前状态不符合按照生产工艺要求的状态。拉矫机的故障判断按下图逻辑进行判断:(图3)
图3
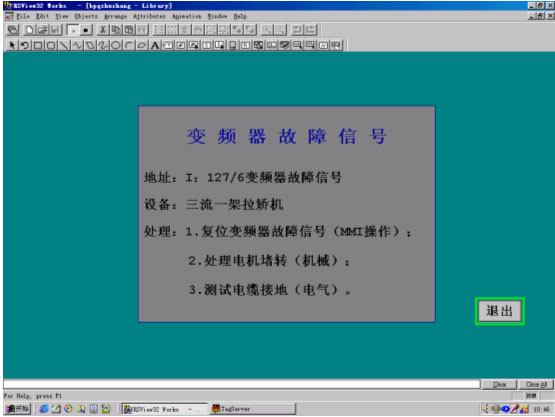
图3的构图布局与实际系统工作界面的构图布局相同,在实际系统工作界面中条件方框全部为按钮组件,当条件满足时相应按钮为绿色,不满足为红色。如果右端的三组条件有一组具备,则判定按工艺拉矫机应当正转,此时,拉矫机如状态正确,正转按钮应当呈现绿色,如果为红色,则拉矫机故障,系统给操作界面警示信号。如果两台拉矫机同时故障,系统要求操作工给出应答确认,进入故障处理程序。检修人员可以观察当前画面,如是电机过热导致故障,电机过热按钮将呈现红色,点击该按钮,弹出故障处理向导。画面如(图4)
图4
通过以上简单例子的描述,可以看出该模块能够完成故障点的精确定位,并给出故障处理向导。这种故障显示方式具有直观、便捷的优点,如果到复杂的PLC程序中去找故障点,就不具有这种优点。即使对工艺和PLC程序了解不深的人,也可以轻松的查找故障,解决故障。
3.3身份识别模块
身份识别模块能够识别操作者身份,防止非授权操作。该模块将设备操作管理功能分为三个级别,即操作级、管理级、维护级,不同级别人员有不同的工作界面,除操作级外,其他人员均无法操作现场设备,各级别均有口令保护。模块对操作级更添加了锁定保护,操作员即使不关闭操作画面,只需点击锁定按钮,系统就不在响应任何操作命令,当再次点击解锁按钮时,系统要求重新输入口令,否则,不能解锁。
当按下任一按钮时,弹出口令识别对话框,要求输入口令,口令正确,进入下一级画面,否则,退回选择画面。
操作级工作站是操作工操作现场设备的画面;管理级工作站即工程师工作站,是工程师调试、修改程序所使用的界面;维护级工作站是现场维修人员所使用的界面。
该模块的界面如图5.
图5
3.4操作跟踪模块
操作跟踪模块的功能是记录所有操作命令,形成日志文件,以备查阅。当通过身份识别进入操作界面后,所作的任何一个操作命令,都将记入日志文件。操作级无权查阅或修改日志文件,只有管理级才有这一权限。该模块妥善保留了原始操作记录,为进行责任界定,提供了客观依据。
3.5故障模拟模块
故障模拟模块提供了故障演示、模拟功能。在维护级界面中,专门设置了一个模拟按钮,当按下这一按钮时,系统自动打开模拟画面,模拟画面的结构和外观与工作画面完全相同,区别是,模拟画面不与任何外部点相连,全部使用数据库的内部点。可以修改数据库的数据,以实现故障设定,系统会根据设定,演示相应故障。该功能主要用于复现故障和技术培训。
四、主要控制功能
4.1 数据处理与故障判断技术
从PLC采集数据以后,必须决定哪些信号状态的组合以及如何组合可以判断为故障;为了建立某一设备的故障判断模型,哪些信号是必须的,哪些信号可以作为辅助条件。在此项目工作中,我们利用先进的专家系统技术手段建立了信息库,制定了判断规则,故障判断模型。
4.2 身份识别及操作跟踪技术
这台连铸机自动化程度较高,所有操作都可以在主控室上位机的MMI上完成,而任何非法操作都将可能导致严重的人身、设备事故,影响安全生产。我们把设备的操作权限进行了分级管理,分为操作级、维护级、管理级,每一级别的人员享有进行相应级别操作的权限,进入操作界面必须输入正确的口令,对其他级别的操作界面无权操作也无权进入。操作人员可以暂时将界面锁定,系统将拒绝响应未授权的操作,但不影响其他级别的正常操作。系统对每一项操作都将形成日志文件,记录操作的内容、时间、级别。
4.3 故障分级管理和人工干预接口技术
系统对各种故障进行分级管理,根据故障对生产和设备的影响程度,把故障分为两类,即一般性故障和严重性故障,不同的故障处理方式不同。故障信息同时反馈到操作级界面,一般性故障只给予提示,如何处理由操作人员确定;严重性故障给操作员三种选择,即停机、解除联机自动、忽略。操作员必须给出应答,否则,在经过延时后,系统将自动向PLC发出拉尾坯工作方式命令,连铸机进入浇注结束处理程序。
4.4 故障模拟技术
该技术允许系统离线模拟故障,重现故障过程,可以用于故障研究,也可用于技术培训。
五、结束语
矩形坯连铸机在线故障诊断系统开发过程中采用了先进的数据处理及故障定位技术,系统模块化编程方法以及合理的功能划分体现了系统工程的思想,身份鉴别功能和操作跟踪功能具有一定的创新性。该系统兼有故障诊断功能和技术培训功能,既创造直接的经济效益,又具有良好的社会意义,有推广的价值。
参考文献:
[1] 厦门艾伦-布拉德利有限公司. PLC-5 编程软件, 软件组态与维护
作者简介:
弥春霞,工程师,现从事冶金自动化控制工作。